
Giỏ hàng
(0) sản phẩm

MÔ TẢ CÔNG VIỆC
- Tổ chức, quản lý và chịu trách về tất cả các công việc của phòng KD mình quản lý trước Giám đốc kinh doanh.
- Lập kế hoạch kinh doanh: về doanh số, công nợ



Trong những năm qua, CNQP nước ta đã đóng mới thành công nhiều lớp tàu quân sự với trang thiết bị và vũ khí, khí tài hiện đại, chất lượng cao, đáp ứng yêu cầu huấn luyện, sẵn sàng chiến đấu, bảo vệ chủ quyền biển, đảo Tổ quốc và tuần tra, thực thi pháp luật trên biển.


Laser có thể được ứng dụng trong nhiều lĩnh vực, đặc biệt là cắt các loại vật liệu như cắt phôi (Đường bao không khép kín hoặc đường bao khép kín). Ngoài ra còn có thể cắt phôi theo các dạng khác nhau.

1. TỔNG QUAN:
Thép không gỉ (TKG) được ứng dụng trong nhiều lĩnh vực khác nhau, như trong các lò phản ứng hạt nhân, bộ trao đổi nhiệt, ống dẫn ngành công nghiệp dầu và các bộ phận trong các dây chuyền xử lý hóa chất, hóa dầu. Các thành phần đã được sử dụng trong các ngành công nghiệp như vậy thường đòi hỏi sự tham gia của vật liệu có độ dày cao. Có nhiều phương pháp hàn đáng tin cậy áp dụng cho hàn TKG . Trong số các phương pháp hàn khác nhau, công nghệ hàn hồ quang chìm (SAW) thường được áp dụng nhiều, đặc biệt là khi hàn TKG có độ dày cao.
Bài viết này khảo sát các công trình liên quan và nghiên cứu sự ảnh hưởng của thông số quá trình SAW lên chất lượng liên kết hàn. Các nhà nghiên cứu đã xem xét và thảo luận chi tiết lợi ích vốn có của nó như tỷ lệ lắng đọng kim loại, v.v. Do sở hữu các tính chất mong muốn trên, quá trình hàn này được sử dụng rộng rãi trong chế tạo các bình áp lực, đường ống trong ngành hóa chất, hóa dầu và các loại kết cấu ngoài biển. Thuốc hàn thường chiếm tỷ lệ gần một nửa chi phí trong quá trình SAW. Quá trình hàn này thường được ưa thích vì tốc độ sản xuất cao, hiệu quả nóng chảy cao và dễ dàng tự động hóa. Việc xem xét có liên quan với các yếu tố ảnh hưởng đến chất lượng mối hàn TKG đối với SAW và hy vọng rằng sẽ hữu ích cho việc xác định điều kiện hàn tốt nhất cho TKG .
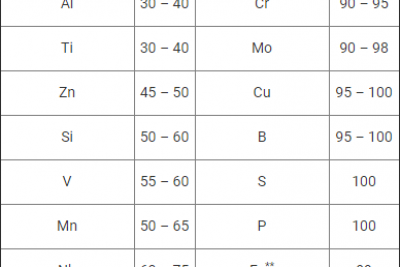
Đối với quá trình hàn CO2 sự hợp kim hoá kim loại mối hàn được thực hiện duy nhất thông qua dây hàn CO2. Các nguyên tố hợp kim trong dây hàn CO2 qua một quá trình tương tác hoá-lý trong quá trình luyện kim mối hàn: nung nóng đến ở nhiệt độ chảy loãng hoàn toàn, thay đổi trạng thái tồn tại trong thời gian rất ngắn, tương tác với các khí, á kim và kim loại có mặt trong vùng hàn. Các nguyên tố á kim, khí…có mặt trong vùng hàn đặc biệt là oxy làm giảm đáng kể hàm lượng các nguyên tố hợp kim trong dây hàn CO2 ở dạng giọt kim loại lỏng. Hay nói cách khác vai trò của các nguyên tố hợp kim trong quá trình luyện kim mối hàn trước hết là làm giảm sự hoà tan của oxy và một số chất khí khác vào kim loại mối hàn, sau đó mới đóng vai trò hợp kim hoá kim loại mối hàn. Trong quá trình hàn CO2 một hàm lượng đáng kể các nguyên tố hợp kim trong dây hàn CO2 bị cháy trong QT LKMH.

► Bốn công nghệ lớn đang chuyển đổi ngành hàn hiện nay:
- Ngành Hàn đã và đang phát triển nhanh hơn bao giờ hết! Những đột phá công nghệ mới đã làm cho việc hàn chính xác hơn, hiệu quả hơn và tiết kiệm thêm chi phí. Dưới đây là cách họ cách mạng hóa ngành hàn:
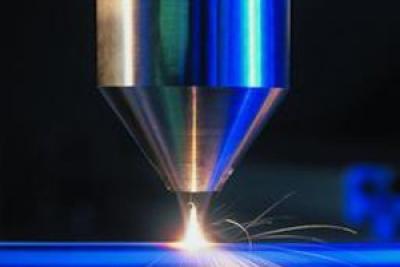
ĐẶC ĐIỂM CỦA CÔNG NGHỆ HÀN LASER:
0934650438 (HOTLINE)
Thời gian làm việc: Thứ 2 - Sáng Thứ 7






 Vật liệu hàn
Vật liệu hàn Vật liệu mài mòn và máy móc
Vật liệu mài mòn và máy móc






