
Cart
(0) Products

Trong những năm qua, CNQP nước ta đã đóng mới thành công nhiều lớp tàu quân sự với trang thiết bị và vũ khí, khí tài hiện đại, chất lượng cao, đáp ứng yêu cầu huấn luyện, sẵn sàng chiến đấu, bảo vệ chủ quyền biển, đảo Tổ quốc và tuần tra, thực thi pháp luật trên biển.



Thép không gỉ (TKG) được ứng dụng trong nhiều lĩnh vực khác nhau, như trong các lò phản ứng hạt nhân, bộ trao đổi nhiệt, ống dẫn ngành công nghiệp dầu và các bộ phận trong các dây chuyền xử lý hóa chất, hóa dầu. Các thành phần đã được sử dụng trong các ngành công nghiệp như vậy thường đòi hỏi sự tham gia của vật liệu có độ dày cao. Có nhiều phương pháp hàn đáng tin cậy áp dụng cho hàn TKG . Trong số các phương pháp hàn khác nhau, công nghệ hàn hồ quang chìm (SAW) thường được áp dụng nhiều, đặc biệt là khi hàn TKG có độ dày cao.
Bài viết này khảo sát các công trình liên quan và nghiên cứu sự ảnh hưởng của thông số quá trình SAW lên chất lượng liên kết hàn. Người ta đã xem xét với nhiều nghiên cứu và thảo luận chi tiết vì lợi ích vốn có của nó như tỷ lệ lắng đọng kim loại, v.v. Do các tính chất mong muốn nói trên, quá trình hàn này được sử dụng rộng rãi trong chế tạo các bình áp lực, đường ống trong ngành hóa chất, hóa dầu và các loại kết cấu ngoài biển. Thuốc hàn thường chiếm tỷ lệ gần một nửa chi phí trong quá trình SAW. Quá trình hàn này thường được ưa thích bởi vì nó cung cấp tốc độ sản xuất cao, hiệu quả nóng chảy cao và dễ dàng tự động hóa. Việc xem xét có liên quan với các yếu tố ảnh hưởng đến chất lượng mối hàn TKG đối với SAW và hy vọng rằng nó rất hữu ích cho việc xác định điều kiện hàn tốt nhất cho TKG .
Trong quá trình hàn hồ quang chìm (SAW), hồ quang và kim loại hàn nóng chảy được che chắn bởi một lớp bao phủ nóng chảy và một lớp hạt chưa nóng chảy. Hồ quang theo nghĩa đen chìm trong thuốc hàn, do đó quá trình này tương đối không có bức xạ cường độ cao của nhiệt và ánh sáng như trong hầu hết các quá trình hàn hồ quang mở điển hình và kết quả là mối hàn được ủ tạm thời và do đó hạn chế được hiện tượng tự tôi, nứt nóng, nứt nguội. . . Giống như quá trình hàn điện cực nóng chảy trong môi trường khí bảo vệ (GMAW), quá trình SAW sử dụng điện cực dây liên tục.
Dòng điện hàn nói chung rất cao (500A đến 2000A). Hiệu quả của việc truyền năng lượng từ nguồn điện cực tới buồng hàn là rất cao (thường trên 90%), vì tổn thất từ bức xạ, đối lưu và phát tán là rất nhỏ. Tỷ lệ lắng đọng cao và độ tin cậy của mối hàn tốt.
Giảm chi phí và cải thiện năng suất trong các hoạt động hàn do đó có thể tạo ra tác động đáng kể đến khả năng cạnh tranh của các ngành sản xuất khác nhau. Thời gian hàn, chuẩn bị mối ghép và hiệu quả hồ quang, đặc biệt là năng suất hàn, chất lượng mối hàn là những yếu tố quan trọng nhất chi phối giá thành chế tạo mối hàn. Độ dày của vật liệu cơ bản cũng quan trọng trong việc phát triển sự sản xuất mong muốn.
Nguyên lý của quá trình SAW
Hình 1 là sơ đồ nguyên lý cơ bản của quá trình SAW. Vật liệu phụ là một điện cực dây liên tục không tráng, được áp dụng cho mối nối cùng với dòng chảy của hạt mịn, được cung cấp từ một phễu thông qua một ống. Điện trở của điện cực càng thấp càng tốt để tạo điều kiện hàn ở dòng điện cao và do đó dòng điện hàn được cung cấp cho điện cực thông qua các tiếp điểm rất gần với hồ quang hàn và ngay trên nó. Hồ quang cháy trong một khoang, đó là ngoài các hồ quang hàn chính nó, được phủ đầy với khí và hơi kim loại. Đỉnh của khoang được hình thành bởi dòng thuốc hàn nóng chảy.
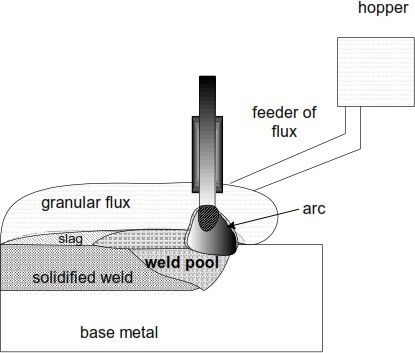
H.1. Sơ đồ nguyên lý cơ bản quá trình SAW
Hình 2. cho thấy mối hàn được cố định và dòng chảy rắn hóa, bao gồm mối hàn trong một lớp mỏng và lớp xỉ đả đông đặc (sau đó, khi nguội sẽ tự bong ra và được loại bỏ). Không phải tất cả lưu lượng chảy của thuốc hàn (được cung cấp vùng hàn) đều được sử dụng hết. Các thuốc hàn dư thừa được hút lên và sẽ sử dụng tiếp. Thuốc hàn cũng có tác dụng cách nhiệt và do đó làm giảm tổn thất nhiệt từ hồ quang hàn . Kết quả là, nhiều năng lượng đầu vào được sử dụng hữu ích cho chính quá trình hàn thực tế. Hiệu suất nhiệt lớn hơn và tốc độ hàn nhanh hơn. Nó đã cho thấy rằng hàn hồ quang chìm có hiệu quả nhiệt cao hơn Shield Metal Arc hàn (SMAW).
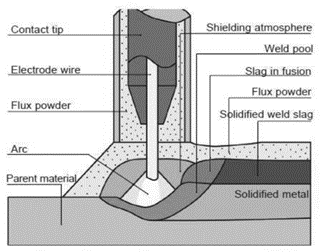
H. 2. Mặt cắt của quy trình SAW
Nói chung, TKG là loại thép hợp kim với các nguyên tố cơ bản là Fe, Cr, Ni, và nhiều nguyên tố khác, khiến chúng chịu được ở các môi trường khác nhau như môi trường ăn mòn, Ôxyhoá, axít, nước mặn,... Những thành phần hợp kim hoá này cũng làm thay đổi cấu trúc vi mô của thép, do đó có ảnh hưởng rõ rệt đến cơ, lý , hóa tính và tính hàn của chúng. TKG được phân thành năm nhóm như chi tiết dưới đây:
Quy trình hàn TKG không khác nhiều so với quy trình hàn thép nhẹ. Các vật liệu đang được xử lý là những loại đắt tiền và chính xác của dịch vụ thường được yêu cầu cần phải đề phòng thêm và chú ý đến từng chi tiết nhỏ. TKG có thể được hàn bằng cách sử dụng AC hoặc DC với một hồ quang hàn ngắn nhất có thể để khắc phục bất kỳ khả năng mất hợp kim nào trong hồ quang hàn . Khi sử dụng AC, thiết lập hiện tại cao hơn một chút có thể được yêu cầu. Khi hàn ở vị trí bằng phẳng, cần sử dụng các vòng đệm và nếu cần dệt thì phải hạn chế hai lần đường kính điện cực. Đầu vào nhiệt, có thể ảnh hưởng xấu đến khả năng chống ăn mòn và dẫn đến biến dạng quá mức, nên được giới hạn bằng cách sử dụng đường kính điện cực chính xác để cung cấp cho hồ sơ và đặc tính hạt yêu cầu ở tốc độ di chuyển tối đa.
Hàn hồ quang tay bằng que hàn bọc thuốc.
Đường kính của điện cực được sử dụng trong hàn hồ quang chìm thường dao động từ 1-5 mm. Dây điện cực được cấp từ ống chỉ thông qua một ống tiếp xúc được nối với nguồn điện. Dây điện cực của thép thường được bọc đồng vì hai lý do:
a) để bảo vệ nó khỏi sự ăn mòn trong không khí
b) để tăng khả năng tải dòng điện của chúng.
Bột thuốc SAW
Vai trò của các chất trợ trong SAW phần lớn tương tự như lớp phủ trong các điện cực dính của SMAW, nghĩa là bảo vệ bể hàn khỏi sự xâm thực của không khí ngoài , lớp khí bảo vệ này được tạo ra nhờ sự phân hủy nhiệt của vật liệu phủ (trong thuốc hàn) Các chất thải SAW có thể ảnh hưởng đến thành phần kim loại hàn đáng kể dưới hình thức thêm hoặc mất các nguyên tố hợp kim thông qua các phản ứng kim loại dạng khí và kim loại xỉ. Flux thuòng được sấy (ở 250-300 °C trong 1-2 giờ) trước khi hàn để loại bỏ độ ẩm. Có bốn loại plux phổ biến dung cho quá trình SAW.
Các bước sản xuất của các chất trợ dung này được đưa ranhư sau:
Các loại hợp nhất và kết tụ các loại thông thường bao gồm các loại oxit và halogenua khác nhau như MnO, SiO2, CaO, MgO, Al2O3, TiO2, FeO, CaF và Natri / Kali Silicat. Chất trợ halogen được sử dụng cho các mối hàn chất lượng cao của thép cường độ cao được sử dụng cho các ứng dụng quan trọng. Các chất oxit được sử dụng để phát triển các mối hàn của các ứng dụng không quan trọng. Một số oxit như CaO, MgO, BaO, CaF 2, Na2O, K2O, MnO vv là cơ bản trong tự nhiên (các nhà tài trợ oxy) và một số khác như SiO2, TiO2, Al2O3 là có tính axit (chất nhận oxy). Tùy thuộc vào số lượng tương đối của các axit này và các thông số cơ bản quyết định chỉ số cơ bản của thuốc hàn . Chỉ số cơ bản của thuốc hàn được tính bằng tỷ lệ tổng của (wt.%). Tất cả các oxit cơ bản đối với tất cả các oxit phi cơ bản.
Phan Miêng & Lê Quốc Việt (Hawel) biên soạn 02/2020
QUÁ TRÌNH HÀN CO2 – CÁC NGUYÊN TỐ HỢP KIM TRONG DÂY HÀN
Từ khóa: Quá trình Hàn CO2, Các nguyên tố hợp kim, Dây hàn CO2,
Keywords: CO2 Welding, Alloy elements in weld metal, CO2 Welding Wire,
- Đối với quá trình hàn CO2 sự hợp kim hoá kim loại mối hàn được thực hiện duy nhất thông qua dây hàn CO2. Các nguyên tố hợp kim trong dây hàn CO2 qua một quá trình tương tác hoá-lý trong quá trình luyện kim mối hàn: nung nóng đến ở nhiệt độ chảy loãng hoàn toàn, thay đổi trạng thái tồn tại trong thời gian rất ngắn, tương tác với các khí, á kim và kim loại có mặt trong vùng hàn. Các nguyên tố á kim, khí…có mặt trong vùng hàn đặc biệt là oxy làm giảm đáng kể hàm lượng các nguyên tố hợp kim trong dây hàn CO2 ở dạng giọt kim loại lỏng. Hay nói cách khác vai trò của các nguyên tố hợp kim trong quá trình luyện kim mối hàn trước hết là làm giảm sự hoà tan của oxy và một số chất khí khác vào kim loại mối hàn, sau đó mới đóng vai trò hợp kim hoá kim loại mối hàn. Trong quá trình hàn CO2 một hàm lượng đáng kể các nguyên tố hợp kim trong dây hàn CO2 bị cháy trong QT LKMH.

BỐN DẠNG CÔNG NGHỆ HÀN MỚI NHẤT
► Bốn công nghệ lớn đang chuyển đổi ngành hàn hiện nay:
- Ngành Hàn đã và đang phát triển nhanh hơn bao giờ hết! Những đột phá công nghệ mới đã làm cho việc hàn chính xác hơn, hiệu quả hơn và tiết kiệm thêm chi phí. Dưới đây là cách họ cách mạng hóa ngành hàn:
+84-934650438 (HOTLINE)














