
Cart
(0) Products
HÀN PLASMA
TS. Phan Miêng
Từ Khóa: Plasma, Hàn Plasma, Khí plasma, hồ quang plasma, plasmatron, chụp tạo plasma.
1. KHÁI NIỆM CƠ BẢN VỀ PLASMA VÀ HÀN PLASMA:
- Trong quá trình hàn hồ quang, hồ quang hình thành và cháy liên tục. Trong cột hồ quang diễn ra các hiện tượng vật lý mà trong đó cơ bản là các quá trình ion hóa, bức xạ nhiệt mãnh liệt. Quá trình ion hóa, va đập của các chất khí, các nguyên tử (hơi kim loại), các hạt: electron, ion, proton,... chuyển động theo dòng có hướng. Lõi của cột hồ quang điện bao gồm các hạt, các phần tử tích điện và đều dẫn điện. Trạng thái vật chất hình thành trong cột hồ quang chính là plasma. Như vậy chất khí ion hóa dẫn điện và bức xạ nhiệt mãnh liệt trong lõi của cột hồ quang là plasma.
► Hàn plasma:
- Hàn Plasma là biến thể của quá là quá trình hàn hồ quang, trong đó kim loại hàn và vật liệu cơ bản được nung nóng chảy bằng plasma. Năng lượng này được sinh ra nhờ một dòng khí đi qua hồ quang. Khi đó khí bị ion hóa và dẫn điện và gọi là plasma. Do vậy có thể nói plasma là trạng thái thứ tư của vật chất. Và cũng có thể coi plasma là một dạng hồ quang đặc biệt mà nhiệt độ của nó được tăng lên rất cao. Đồng hồ plasma sẽ đáp ứng được các mục đích kỹ thuật, đặc biệt là trong kỹ thuật hàn, cắt kim loại. Nhiệt độ hồ quang phụ thuộc vào nguồn khí (khí plasma được dẫn qua hồ quang). Các khí này có tính chất vật lý khác nhau, do đó Plasma của chúng có nhiệt độ khác nhau:
1. Khí hêli – Plasma heli, đạt được nhiệt độ 20.000 K
2. Khí Argon – Plasma argon, đạt được nhiệt độ15.000 K
3. Khí Nitơ – Plasma nitơ, đạt được nhiệt độ 7.500 K
4. Khí Hydro – Plasma hydro, đạt được nhiệt độ 8.000 K
- Khi sự ion hóa diễn ra hoàn toàn sẽ đạt được nhiệt độ tới 100.000 K . Mặt khác nếu xảy sự va chạm mạnh của các phần tử (trong trạng thái đó) thì nhiệt độ có thể đạt tới 10.000.000 K , lúc đó là trạng thái phản ứng hạt nhân.
- Trong kỹ nghệ hàn, có 3 cách tạo plasma: Trực tiếp, gián tiếp và hỗn hợp.
♦ Nguyên lý tạo plasma:
- Bộ phận quan trọng của hệ thống trang thiết bị hàn plasma (H.1.) là mỏ hàn. Mỏ hàn plasma đảm bảo các chức năng:
- Trong vài năm gần đây, người ta đã dùng không khí bình thường làm khí plasma thay cho khí Hydro, Ar, Heli, Nitơ…

H.1. Súng hàn plasma
- Hàn plasma là một phương pháp hàn hồ quang biến thể. Về bản chất khoa học, phương pháp hàn này cũng như hàn hồ quang, lợi dụng nhiệt của hồ quang (phần lõi) để làm nóng chảy kim loại cần hàn. Ta dùng thiết bị để tập trung dòng vào lõi hồ quang (plasma) vào dòng nhỏ có nhiệt độ cao.
- Plasma chiếm khoảng không giữa các điện cực và là cái kênh để dòng điện hồ quang chạy qua. Khoảng không gian này gọi là cột hồ quang.
- Khi hồ quang cháy tự do, vùng plasma trong cột hồ quang rất bé, nhiệt độ trung bình cột hồ quang là 5000-6000°C tùy thuộc thành phần chất khí. Nếu khả năng hoạt động tự do của hồ quang bị hạn chế, nhiệt độ cột hồ quang có thể lên tới 15.000-20.000°C. Sự thắt của cột hồ quang tạo nên plasma cực mạnh và chuyển sự phóng điện hồ quang thành hồ quang plasma.

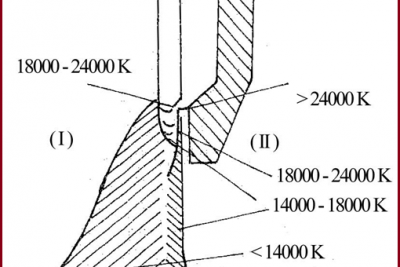
H.2. Sự phân bố nhiệt độ của hồ quang bình thường (I)
và hồ quang plasma (II) ở dòng 200A
- Ngoài sự tăng nhiệt độ dọc theo trục khi cột hồ quang bị thắt còn xuất hiện sự chuyển dịch tự do của vết hoạt tính trên mặt chi tiết tạo nên dòng nhiệt tập trung hơn ở trong chi tiết. Không giống hồ quang tự do có dạng hình côn với tiết diện trải rộng phía chi tiết, hồ quang plasma có dạng hình trụ.
- Để tạo hồ quang thắt người ta dùng plasmatron với chụp tạo plasma và các chất khí đặc biệt.
- Có 3 kiểu plasmatron:
a) hồ quang trực tiếp.
b) hồ quang gián tiếp.
c) hồ quang kết hợp.
- Trong mọi trường hợp, một trong các điện cực được gắn đầu chịu nhiệt (vônfram). Điện cực này thường là catôt.

H.3. Các kiểu plasmatron
- Trong plasmatron hồ quang trực tiếp, chi tiết là anôt và chụp – trung tính, làm nhiệm vụ ổn định và thắt cột hồ quang.
- Trong plasmatron hồ quang gián tiếp, chụp tạo plasma là anôt, chi tiết – trung tính.
- Trong plasmatron hồ quang kết hợp, có hai anôt riêng và một catôt chung (điện cực). Các anôt đó là chi tiết và chụp tạo plasma.
- Hồ quang có thể bị thắt tới một giới hạn nhất định. Ở giá trị nhất định của cường độ và đường kính chụp tạo plasma, hồ quang kép sẽ xuất hiện. Nó lần lượt cháy giữa điện cực, chụp tạo plasma và chi tiết.
- Sự xuất hiện của hồ quang kép có thể giải thích như sau: khi dòng điện tăng và đường kính chụp tạo plasma giảm thì điện áp trong cột hồ quang tăng, song lớp khí gần thành chụp tạo plasma giảm dần làm tăng tính dẫn điện của khí và tạo điều kiện cho dòng điện chính ngắt. Hồ quang kép là hiện tượng có hại bởi nó phá hoại sự tạo thành mối hàn và làm hỏng chụp tạo plasma. Để ngăn ngừa sự tạo hồ quang kép cần chọn đúng đường kính khe trong chụp tạo plasma và lượng khí tiêu thụ đi qua nó.

H.4. Lưu lượng khí argon tiêu thụ phụ thuộc vào cường độ
dòng điện và đường kính khe chụp, tạo plasma
- Các tính chất của plasma phụ thuộc nhiều vào môi trường khí bao bọc. Môi trường khí trong plasmatron phải thực hiện các chức năng sau:
+ Bảo vệ khỏi tương tác hóa học, làm nguội điện cực và chụp tạo plasma;
+ Biến đổi điện năng thành nhiệt năng;
+ Tạo tia plasma ổn định với tốc độ và nhiệt độ yêu cầu;
+ Đảm bảo các tính chất cần thiết của sản phẩm;
+ Phải đơn giản và kinh tế;
+ Điều kiện thao tác an toàn.
- Argon là khí tốt nhất để bảo vệ catôt và chụp khỏi hỏng và quá nhiệt. Tuy nhiên, argon ít hiệu quả khi chuyển điện năng thành nhiệt năng. Có hai nguyên nhân: 1- Cường độ cột hồ quang trong argon thấp hơn trong khí hydro, nitơ và hêli; 2- Lượng nhiệt trong plasma argon ít hơn trong plasma hydro, nitơ và hêli.
- Nitơ, không khí hoặc khí cacbonic là những khí thích hợp cho sự ổn định hồ quang. Song để sử dụng chúng, các bộ phận chịu tải lớn của plasmatron phải được chế tạo từ vật liệu đặc biệt.
- Hêli và hydro ở nhiệt độ cao có độ dẫn nhiệt chỉ bằng ½ đồng và chuyển tốt năng lượng hồ quang thành nhiệt. Tuy nhiên khi sử dụng chúng ở dạng tinh khiết có thể xảy ra hiện tượng quá nhiệt và làm hỏng chụp bảo vệ plasma.
- Các khí bảo vệ được dùng để bảo vệ kim loại lỏng khỏi tác dụng của không khí tự do trong quá trình gia công và làm nguội. Hiệu quả của hồ quang khi hàn phụ thuộc vào thành phần môi trường bảo vệ.
- Các khí bảo vệ được chọn tùy thuộc vào loại vật liệu gia công. Argon, hêli, nitơ, cacbonic và các hỗn hợp của chúng được sử dụng làm khí bảo vệ. Các hỗn hợp khí có thể sử dụng: argon và 0,5%-15% hydro; argon và tới 70% hêli, argon và tới 25% cacbonic, nitơ và tới 15% hydro.
- Các hỗn hợp 3 chất khí cũng được sử dụng, chẳng hạn hỗn hợp của Argon, hydro và nitơ với tỉ lệ 40 : 30 : 30 đến 60 : 20 : 20 dùng để phun, hoặc hỗn hợp của Argon, hêli và hydro với tỉ lệ 60 : 35 : 5 tới 50 : 45 : 5 dùng để hàn.
2. ĐẶC TÍNH CỦA PLASMA:
- Chiều dài dòng plasma phụ thuộc vào công suất hồ quang, kích thước mỏ phun và lưu lượng khí plasma. Dòng plasma có tâm điểm phát quang rõ nét nơi vật liệu cơ bản và kích thước của nó nhỏ hơn kích thước mỏ hàn.
- Nhiệt độ của hồ quang plasma và của dòng plasma phân bố khác nhau theo đường kính và chiều dài. Tại tâm của dòng plasma có nhiệt độ cao nhất, vùng cận catốt nhiệt độ đạt tới 24.000 – 32.000 oC.
- Trong thực tế, nhiệt độ trung bình tại tiết diện mỏ phun của dòng plasma được xác định theo entalpi của khí tạo plasma (H):

Trong đó:
q – công suất hữu ích của dòng plasma tại tiết diện mỏ phun [cal/s]
G – lưu lượng khí plasma [g/s].
- Nhiệt độ trung bình của dòng plasma Tpl và công suất của dòng plasma q tại mặt cắt của vòi phun được xác định:

Trong đó:
I – cường độ dòng điện [A];
E – gradient điện thế hồ quang [v/cm];
fv – đường kính vòi phun [cm];
ak – hệ số dẫn nhiệt của khí plasma [cal/cm2soC];
Cp – nhiệt dung của khí plasma [cal/goC];
l – chiều dài hồ quang [cm];
Ct – lượng tiêu hao khí [g/s].
- Khi dùng loại điện cực không nóng chảy và dùng khí trơ để bảo vệ quá trình luyện kim mối hàn thì ta gọi l2 Plasma TIG. Ngược lại, dùng điện cực nóng chảy và dùng khí trơ để bảo vệ quá trình luyện kim mối hàn thì ta gọi là Plasma MIG. Các phương pháp này chỉ áp dụng khi hàn các kết cấu có yêu cầu kỹ thuật và chất lượng khắt khe, với đủ các loại chiều dày: mỏng, vừa và dày.
- Sự ổn định plasma là yếu tố rất quan trọng trong quá trình hàn, do đó tốc độ và lưu lượng khí plasma phải luôn được đảm bảo thật ổn định.
3. SỰ HÌNH THÀNH MỐI HÀN VÀ KỸ THUẬT HÀN PLASMA:
- Khả năng xuyên sâu lớn của hồ quang plasma là kết quả của sự tập trung cao dòng nhiệt và ảnh hưởng lớn của dòng plasma đối với kim loại nóng chảy của bể hàn. Đặc biệt, sức nén của hồ quang plasma mạnh hơn 6-10 lần so với hồ quang tự do với cùng cường độ dòng điện; và khi cường độ dòng diện tăng, sức nén tăng theo quan hệ bình phương.
- Nhờ có sức nén cao, một lỗ dưới dạng “lỗ khóa” tạo thành trong bể hàn và tia plasma xuyên sâu vào toàn bộ chiều dày của vật hàn. Sự ổn định của độ xuyên sâu đạt được ở cường độ và lượng tiêu thụ khí khá lớn, khi sức nén của hồ quang plasma bằng tổng sức nén bề mặt và sức nén tĩnh của kim loại hàn.
- Khả năng xuyên sâu và sự tạo mặt trái (chân) mối hàn phụ thuộc vào sự ổn định của “lỗ khóa” trong bể hàn. Khi hàn các mối hàn giáp nối người ta sử dụng các đệm tản nhiệt có rãnh để tạo mặt trái mối hàn. Kích thước của chúng như sau: chiều rộng bằng 4-12 chiều dày thép hàn và chiều sâu rãnh bằng 1,0-1,5mm.
- Chiều rộng trung bình của mói hàn giáp nối bằng 2-4 lần chiều dày mối hàn. Các mối hàn hẹp hơn được hàn xung.
- Kỹ thuật hàn plasma khá đơn giản và tương tự với kỹ thuật hàn khí do hồ quang có chiều dài lớn. Sự tạo thành mối hàn ổn định. Chỉ khi hàn với độ ngấu suốt mới cần duy trì cẩn thận các thông số hàn và quá trình hàn phải được cơ khí hóa.
- Khi hàn các mối hàn khép kín (hàn vòng) cần tăng cường độ hàn lúc bắt đầu và giảm lúc kết thúc đường hàn.
- Các mối hàn nhiều lớp được thực hiện tương tự như hàn hồ quang bình thường. Lớp đầu tiên cần ngấu suốt. Các lớp tiếp theo hàn không ngấu suốt bằng cách dùng vật liệu bổ sung.
- Vì hồ quang plasma có độ xuyên sâu lớn nên các mép hàn vật dày không cần vát lớn như khi hàn argon bình thường.
- Bằng hàn hồ quang plasma có thể nối các kim loại đen và màu khác nhau: nhôm và hợp kim titan, thép cacbon thấp và thép không rỉ, đồng, đồng thau, niken và các vật liệu không đồng dạng của chúng.
Trong B.1 trình bày chế độ hàn của một số vật liệu với chiều dày 2-80mm. Các mối hàn đồng dày 40-80mm được thực hiện hai lớp với chiều dài hồ quang là 8-20mm. Trong những trường hợp hàn không ngấu suốt chế độ hàn được đánh dấu *.
Bảng 1. Chế độ hàn hồ quang plasma dòng một chiều các mối ghép giáp nối của các vật liệu khác nhau.
|
Vật liệu |
Chiều dày (mm) |
In (A) |
Uno (V) |
Vh (m/h) |
Đường kính chụp plasma (mm) |
Lượng khí tiêu thụ (l/ph) |
Thành phần khí |
||
|
Tạo plasma |
Bảo vệ |
Tạo plasma |
Bảo vệ |
||||||
|
Thép không gỉ |
2,0 |
160-220* |
18-22 |
35-60 |
3,0 |
0,8-1,3 |
3-4 |
Ar |
Ar |
|
Đồng thau với 30% Zn |
2,0 |
140 |
25 |
30 |
2,8 |
3,8 |
28,5 |
Ar |
He |
|
Thép không gỉ |
2,3 |
115 |
30 |
36 |
2,8 |
2,8 |
16,5 |
Ar + 5% H2 |
|
|
Đồng |
2,5 |
180 |
28 |
15 |
2,8 |
4,7 |
28,5 |
Ar |
Ar |
|
Đồng |
3,2 |
300* |
33 |
15 |
3,4 |
3,8 |
28,5 |
He |
Ar |
|
Titan |
3,2 |
185 |
21 |
30 |
2,8 |
3,8 |
28,5 |
Ar |
Ar |
|
Thép không gỉ |
3,2 |
145 |
32 |
45 |
2,8 |
4,7 |
16,5 |
Ar + 5% H2 |
|
|
Thép cacbon thấp |
3,2 |
185 |
28 |
18 |
2,8 |
6,2 |
28,5 |
Ar |
Ar |
|
Niken |
3,2 |
200 |
30 |
41 |
2,8 |
7,1 |
28,5 |
Ar + 5% H2 |
|
|
Thép không gỉ |
3,5 |
130-150 |
22-23 |
15-16 |
2,5 |
2,3 |
6 |
Ar |
Ar |
|
Thép cacbon thấp |
4,3 |
200 |
9 |
15 |
2,8 |
5,7 |
28,5 |
Ar |
Ar |
|
Thép không gỉ |
4,7 |
165 |
36 |
24 |
3,4 |
6,2 |
21,5 |
Ar + 5% H2 |
|
|
Titan |
4,7 |
175 |
25 |
20 |
3,4 |
8,5 |
28,5 |
Ar |
Ar |
|
Niken |
6,0 |
245 |
31,5 |
22 |
3,4 |
4,7 |
- |
Ar + 5% H2 |
|
|
Thép không gỉ |
6,3 |
240 |
38 |
21 |
3,4 |
8,5 |
24 |
Ar + 5% H2 |
|
|
Đồng |
6,3 |
670* |
46 |
30 |
9,5 |
2,4 |
28,5 |
He |
Ar |
|
Thép không gỉ |
8,0 |
230-240 |
28 |
10 |
3,0 |
3,2 |
10,0 |
Ar |
Ar |
|
Titan |
10 |
225 |
38 |
15 |
3,4 |
15,1 |
28,5 |
He+25%Ar |
He+25%Ar |
|
Titan |
12,1 |
270 |
36 |
15 |
3,4 |
12,8 |
28,5 |
Ar + 5% H2 |
|
|
Titan |
15 |
260 |
39 |
11 |
3,4 |
14,2 |
28,5 |
Ar |
He |
|
Đồng |
20 |
850-900* |
44-46 |
3,2-4 |
- |
5 |
20 |
Ar |
He |
|
Đồng |
30 |
1000-1150* |
50-52 |
2,2-2,4 |
- |
5 |
22 |
Ar |
He |
|
Đồng |
40 |
1150-1200* |
50-54 |
2,0-2,5 |
- |
6,6 |
24 |
Ar |
He |
|
Đồng (hàn hai lớp) |
40 |
1150* |
48-52 |
2,8-3,0 |
- |
5 |
22 |
Ar |
He |
|
60 |
1250-1300* |
50-54 |
1,8-2,0 |
- |
6,6 |
24 |
Ar |
He |
|
|
80 |
1350* |
52-56 |
1,2-1,4 |
- |
10 |
27 |
Ar |
He |
|
1. QUE HÀN:
- Ngày nay ở nước ta, que hàn công dụng nói chung được phân loại tương ứng với tiêu chuẩn TCVN hoặc tiêu chuẩn AWS ( hiệp hội hàn Hoa Kỳ). Chúng được phân chia thành các loại được xác định bởi các tính chất cơ học của kim loại mối hàn hoặc kim loại hàn đắp. Mỗi loại que hàn được phân thành nhóm theo dạng vỏ bọc: vỏ bọc quặng – axit, vỏ bọc rutin, vỏ học florua canxi, vỏ bọc hữu cơ. Các kích thước và yêu cầu kỹ thuật chung đều tuân thủ theo tiêu chuẩn.
- Khi chọn nhãn hiệu que hàn cần lưu ý không chỉ các tính chất cơ học của kim loại mối hàn mà cả các đặc tính luyện kim, công nghệ hàn và các đặc tính vệ sinh của các que hàn.
- Khi hàn bằng que hàn kim loại vỏ bọc hoặc vỏ bọc nóng chảy cùng với lõi, khí bảo vệ hoặc khí và xỉ bảo vệ được hình thành, cách ly hồ quang và bể hàn khỏi không khí môi trường. Khi hồ quang xa dần kim loại, bể hàn nguội và đông đặc tạo thành mối hàn. Xỉ hình thành khi vỏ bọc que hàn nóng chảy, nổi trên bề mặt mối hàn và sau khi nguội tạo thành lớp xỉ. Các quá trình xảy ra khi que hàn nóng chảy là khá phức tạp. Độ ổn định của các quá trình hoá – lý và do đó, chất lượng của mối hàn, được xác định, bởi các đặc tính công nghệ hàn của que hàn và độ chính xác sản xuất của chúng.
- Trong sự tương ứng vối các tiêu chuẩn hiện hành các tính chất công nghệ hàn của que hàn phải thỏa mãn những yêu cầu sau đây:
- Ngoài ra, trong kim loại mối hàn không được có các vết nứt, rạn, rỗ bề mặt, rỗ tổ ong. Các khuyết tật đó làm giảm nghiêm trọng chất lượng của mốì hàn,
- Tất cả những yêu cầu nêu trên có thể được đảm bảo chỉ khi sản xuất que hàn theo đúng công thức đã cho, ứng dụng đúng vật liệu yêu cầu lõi, đảm bảo các tiêu chuẩn theo sự phủ đều hoà lốp vỏ trên lõi, các yêu cầu về hình dạng và độ bền của vỏ bọc que hàn.
- Vỏ bọc que hàn phải là đồng nhất, chặt, bền, không lồi lõm, nứt rạn.
- Que hàn cũng phải thỏa mãn các tiêu chuẩn vệ sinh hiện đại, gồm các yêu cầu tương ứng đối với vật liệu vỏ bọc que hàn.
2. CÁC LOẠI VỎ BỌC QUE HÀN:
► Que hàn với vỏ bọc quặng axit
- Cơ sở hình thành xỉ của vỏ bọc quặng – axit là các quặng sắt, mangan và silic oxit. Bảo vệ khí của kim loại nóng chảy được đảm bảo bởi các thành phần hữu cơ của vỏ bọc và bởi cacbonat khi đốt nóng và làm chảy que hàn. Kim loại nóng chảy được khử bằng feromangan.
- Kim loại mối hàn được thực hiện bằng các que hàn với vỏ bọc quặng - axit, đặc trưng bởi hàm lượng cao oxy (tới 0,12%) và hyđro (tới 15cm3/100g kim loại). Nó có thiên hướng với sự hình thành các vết nứt kết tinh khi hàm lượng lưu huỳnh và cacbon gia tăng trong kim loại cơ bản, nhưng không thiên hướng với sự hình thành rỗ khi hàn các mép với vảy sắt hoặc váng muội, cả khi ngẫu nhiên kéo dài hồ quang.
► Que hàn với vỏ bọc floruacanxi
- Cơ sở hình thành xỉ của vỏ bọc que hàn floruacanxi là cacbonat và fluorit (huỳnh thạch) khí cacbonic và oxit cacbon hình thành khi phân hủy cacbon trong quá trình sàn, các khí này bảo vệ kim loại mối sàn kim loại nóng chảy được khử oxy bằng feromangan, ferosilic, trong một số trường hợp bằng ferotitan và fero nhôm.
- Kim loại hàn đắp bằng các que hàn với vỏ học florucanxi chứa hàm lượng không lớn oxy (nhỏ hơn 0,05%) và hyđro (4-10cm3/100g kim loại). (Do kim loại mối sàn ít bị rỉ ít bị gia và có độ bền dẻo cao).
- Kim loại mối hàn đặc trưng bởi độ dẻo và độ dai va đập cao ở nhiệt độ phòng và nhiệt độ thấp, ít thiên hướng với sự hóa già và có khả năng chống sự hình thành các vết nứt kết tinh. Vì vậy, các que hàn vỏ bọc floruacanxi thông thường được sử dụng để hàn các kết cấu đặc biệt quan trọng chiều dày kim loại lớn, các kết cấu cứng và kim loại với hàm lượng cao cacbon và lưu huỳnh. Phần lớn các que hàn kiểu này được dùng để hàn các thép hợp kim thấp và độ bền cao.
- Que hàn với bỏ bọc floruacanxi có thiên hướng hình thành rỗ trong kim loại mối hàn khi có dầu mỡ, han gỉ và bám bẩn khác trên các mép sản phẩm hàn, khi ngẫu nhiên tăng chiều dài hồ quang hoặc khi vỏ bọc bị ẩm. Để nhận được mối hàn chất lượng cao cần thực hiện nghiêm ngặt các yêu cầu về chuẩn bị sản phẩm và que hàn trước khi hàn và thực hiện tốt kỹ thuật hàn.
- Việc hàn bằng các que hàn với vỏ bọc floruacanxi cơ bản được tiến hành ở dòng một chiều cực tính ngược.
► Que hàn với vỏ bọc rutin
- Theo chất lượng của kim loại hàn đắp các que hàn với vỏ bọc kiểu này chiếm vị trí trung gian giữa que hàn quặng - axit và que hàn floruacanxi. Cơ sở hình thành xỉ của vỏ bọc là rutin, nhôm silicat và cacbonat. Kim loại được khử oxy bằng feromangan. Do khả năng oxy hóa của vỏ bọc rutin thấp hơn vỏ bọc quặng - axit, nên số lượng mangan trong nó thấp hơn nhiều và các đặc tính vệ sinh của nó tốt hơn so với các vỏ bọc quặng - axit.
- Độ bền của kim loại mối hàn chống các vết nứt kết tinh ở các que hàn rutin gần giống ở các que hàn quặng - axit. Các que hàn với vỏ bọc rutin được ứng dụng để hàn các kết cấu từ thép cacbon thấp với thép hợp kim thấp. Trong trường hợp này việc tính toán độ bền mối hàn cần tiến hành theo các tính chất của thép cacbon thấp.
- Que hàn rutin đặc trưng bởi các tính chất công nghệ hàn cao. Bắn tóe kim loại lỏng thấp hơn 4-5 lần so với các que hàn quặng - axit. Khi hàn bằng các que hàn rutin xỉ dễ bong và ngoại hình mối hàn tốt.
► Que hàn với vỏ bọc hữu cơ (OMA-2, BCII-1, BAII-2…)
- Vỏ bọc kiểu hữu cơ chứa lượng lớn các thành phần hữu cơ, bị phân hủy trong quá trình nóng chảy của que hàn và bảo vệ kim loại lỏng. Các chất độn tạo xỉ là rutin, cacbonat, nhôm silicat và các chất khác. Chất lỏng khử là feromangan. Theo các tính chất của kim loại mối hàn các que hàn dạng này gần với các que hàn rutin. Trọng lượng vỏ bọc của các que hàn này nhỏ hơn so với các que hàn đã khảo sát. Do đó khi hàn lượng xỉ hình thành không lớn. Vì vậy chúng rất thuận tiện để hàn khi lắp ráp và gá lắp các kết cấu. Hàm lượng oxy trong kim loại mối hàn không vượt quá 0,03%, hàm lượng hyđro giống khi hàn bằng các que hàn rutin. Đặc điểm của các que hàn dạng này là tổn hao rất lớn (tới 20%) kim loại nóng chảy do bắn tóe, thậm chí cả khi hàn bằng dòng một chiều. Vỏ bọc thông thường là không chịu ẩm, không cho phép quá nhiệt khi sấy cũng như khi hàn. Sự cháy hoàn toàn của các thành phần hữu cơ của vỏ bọc khi quá nhiệt trong quá trình hàn làm thay đổi thành phần hóa học của kim loại mối hàn theo chiều dài của nó.
- Các que hàn với vỏ bọc hữu cơ được ứng dụng đặc biệt rộng rãi ở Mỹ để hàn khi lắp ráp các đường ống và nhiều kết cấu kim loại khác từ các thép cacbon thấp và hợp kim thấp.
3. KHỬ OXY TRONG KIM LOẠI MỐI HÀN:
- Trong kim loại mối hàn, oxy tồn tại dưới dạng nguyên tử và cả ở dạng hợp chất (oxyt của một số kim loại). Oxy tồn tại trong kim loại mối sàn làm giảm nghiêm trọng chất lượng mối sàn, tạo nên các loại khuyết tật (nứt, ngậm xỉ…)
► Để khử oxy của sắt có thể dùng Mn, V, Si… Sự khử oxy bằng mangan được khảo sát như sự phục hồi sắt từ oxit, xảy ra theo phản ứng
FeO + Mn = Fe + MnO
Sự khử oxy bằng silic theo phản ứng
2FeO + Si =2Fe + SiO2.
- Các phản ứng khử oxy không diễn ra tới cuối cùng. Mức độ khử oxy phụ thuộc vào nồng độ nguyên tố - khử và nhiệt độ. Theo mức độ tăng nhiệt độ khả năng khử oxy của nguyên tố giảm và hàm lượng O2 của nguyên tố - khử, cùng tồn tại với nồng độ đó, tăng.
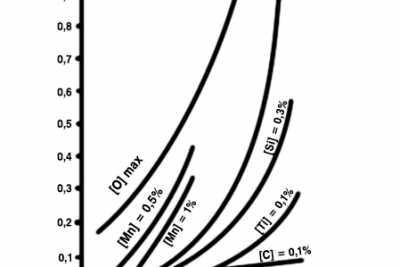
- Trong hình 1 giới thiệu hàm lượng tối đa có thể của O2 trong thể nóng chảy của sắt phụ thuộc vào nhiệt độ và hàm lượng của các nguyên tố - khử trong nó. Từ biểu đồ ta thấy, ở nhiệt độ 1800oC trong sắt sạch có thể hòa tan 0,485% O2 (theo khối lượng). Khi có mặt 1% Mn, hàm lượng tối đa của O2 giảm xuống tới 0,24%. Khi có 0,1% Ti, hàm lượng O2 là khoảng vài phần nghìn.

H.1. Giới hạn độ hoà tan của oxy trong sắt nóng chảy.
- Ở nhiệt độ 2000oC trong Fe sạch hòa tan 0,87%. Đưa vào vỏ bọc các chất khử oxy làm giảm nồng độ của nó, nhưng thậm chí đưa vào 0,3% Si hàm lượng O2 sẽ là khoảng 0,2%.
- Ở nhiệt độ tương đối thấp (1540oC) cacbon (C) là chất khử oxy tương đối yếu, nhưng bắt đầu từ 1850 - 1990oC khả năng khử oxy của nó vượt quá khả năng của các nguyên tố còn lại được giới thiệu trên biểu đồ.
- Thực tế kim loại hàn đắp có thể được khử oxy nhờ:
- Trong quá trình que hàn nóng chảy một phần các nguyên tố có ái lực cao với oxy phản ứng với oxy của môi trường hồ quang và xỉ nóng chảy, một phần chuyển vào các giọt kim loại lỏng được hình thành trên mút điện cực. Đến lượt mình, oxy của môi trường hồ quang và xỉ oxy hóa kim loại nóng chảy.
- Như vậy, trong quá trình que hàn nóng chảy cả oxy và chất khử oxy đồng thời chuyển vào kim loại nóng chảy. Tương tác giữa chúng với nhau trong kim loại lỏng sẽ xảy ra chỉ trong trường hợp nếu ở nhiệt độ có được hàm lượng O2 trong kim loại lỏng cao hơn hàm lượng cân bằng đối với nồng độ đã cho của chất khử oxy. Ví dụ, ở nhiệt độ giọt T = 1950oC và hàm lượng trong giọt 0,3% Si, hàm lượng cân bằng của O2 là 0,15% (xem hình 1.5). Vì vậy phản ứng giữ O2 và Si, sẽ xảy ra trong trường hợp đồng, nếu hàm lượng O2 vượt quá 0,15%. Phản ứng khử oxy trong trường hợp này có thể biểu diễn bằng phương trình:
2FeO + Si = 2Fe + SiO2
- Rõ ràng là, phản ứng này sẽ xảy ra cho tới khi chưa xác lập được sự cân bằng xác định giữa hàm lượng O2, Si và SiO2. Nếu hàm lượng O2 trong kim loại lỏng bằng hoặc nhỏ hơn 0,15% thì ở nhiệt đọ nêu trên và nồng độ silic (0,3%) Si và O2 sẽ cùng tồn tại, không tham gia vào phản ứng. Mức độ khử oxy của kim loại bằng các nguyên tố khử khác được xác định bằng ái lực của những nguyên tố đó với oxy, bằng nhiệt độ và nồng độ của chất khử oxy.
- Kết quả của phản ứng là hàm lượng của O2 hòa tan trong kim loại giảm (phục hồi kim loại) và oxy hóa nguyên tố khử tới nồng độ xác định.
- Nhằm giảm số lượng các chất tạp oxit và để làm thô hạt của chúng trong một số trường hợp người ta ứng dụng sự khử oxy đồng bộ kim loại hàn đắp bằng hai hoặc ba chất khử, thông thường khử oxy bằng silic và mangan, với khối lượng đảm bảo hàm lượng Mn trong kim loại hàn đắp cao hơn hàm lượng Si 3-4 lần.
- Trong những điều kiện đó hàm lượng dư của O2 giảm, các sản phẩm khử oxy MnO và SiO2 tham gia một phần vào tương tác giữa chúng và hình thành các liên kết có nhiệt độ nóng chảy thấp hơn kim loại. Điều này tạo điều kiện làm thô các chất tạp, nâng cao các tính chất cơ học của kim loại hàn đắp.
- Sự khử oxy của kim loại bằng cacbon có những đặc điểm riêng. Tương tác của O2 với cacbon xảy ra theo phản ứng FeO + C = Fe + CO với sự hình thành khí CO.
4. PHÂN LOẠI QUE HÀN:
a) Theo công dụng các que hàn được phân thành:
b) Theo chiều dày vỏ bọc:
c) Theo yêu cầu độ chính xác khi sản xuất que hàn, trạng thái bề mặt vỏ bọc, độ chặt của kim loại mối hàn và hàm lượng lưu huỳnh và photpho trong kim loại mối hàn, các que hàn được phân thành ba nhóm 1, 2 và 3, theo hướng chất lượng tăng dần.
d) Theo dạng vỏ bọc: que hàn vỏ bọc axit; que hàn vỏ bọc bazơ; vỏ bọc xenlulô; vỏ bọc rutin; vỏ bọc khác.
e) Theo vị trí hàn trong không gian:
1 - cho tất cả các vị trí;
2 - cho tất cả các vị trí, trừ đứng trên xuống;
3 - cho các vị trí sấp, ngang trên mặt phẳng đứng và đứng dưới lên;
4 - cho vị trí dưới và lòng máng.
f) Theo loại dòng điện và cực tính khi hàn: điện thế không tải của nguồn điện xoay chiều các que hàn được phân thành 9 loại (bảng 1.2).
Bảng 1.2. Phân loại que hàn theo dòng điện và điện áp ứng dụng
|
Cực tính dòng điện một chiều nên sử dụng |
Điện áp không tải của nguồn, V |
Ký hiệu |
|
Cực tính Dòng điện Một chiều nên sử dụng |
Điệp án không tải của nguồn, V |
Ký hiệu |
||
|
Định mức |
Sai số Giới hạn |
|
Định mức |
Sai số Giới hạn |
||||
|
Ngược |
- |
- |
0 |
|
Bất kỳ Thuận Ngược |
70 |
10 |
4 5 6 |
|
Bất kỳ Thuận Ngược |
50 |
5 |
1 2 3 |
|
Bất kỳ Thuận Ngược |
90 |
5 |
7 8 9 |
Ghi chú: Số 0 ký hiệu tất cả các que hàn để hàn và hàn đắp dòng điện một chiều cực tính ngược – cho tất cả các loại điện áp nguồn.
5. TIÊU CHUẨN VIỆT NAM:
TCVN 3734 – 89
QUE HÀN NÓNG CHẢY HÀN HỒ QUANG TAY- PHÂN NHÓM CHÍNH
Electrodes for arc welding - Symbols
Tiêu chuẩn này thay thế cho TCVN 3734–82 và áp dụng cho tất cả các loại que hàn nóng chảy hàn hồ quang tay.
a. NHÓM QUE HÀN THÉP CACBON VÀ HỢP KIM THẤP:
- Chữ N ở đầu chỉ loại que hàn dùng để hàn nối các kết cấu thép cacbon và hợp kim thấp. Sau đó là nhóm 2 chữ số chỉ độ bền kéo thấp nhất của mối hàn. Sau gạch ngang là chữ số chỉ dòng điện, cực hàn thích hợp quy ước theo bảng 1 và chữ cái chỉ nhóm thuốc bọc quy ước theo bảng 2.
Bảng 1:
|
Cực nối que hàn |
Dòng điện một chiều, xoay chiều |
Dòng điện một chiều |
|
Hàn được ở hai cực Hàn tốt ở cực âm Hàn tốt ở cực dương |
1 2 3 |
4 5 6 |
Bảng 2:
|
Nhóm thuốc bọc |
Axit |
Bazơ |
Rutin |
Ilmenit |
Hữu cơ |
Tổng hợp |
|
Ký hiệu |
A |
B |
R |
I |
C |
T |
Thí dụ : N50-6B
Ký hiệu này có nghĩa là que hàn dùng để hàn nối các kết cấu thép cacbon và hợp kim thấp có độ bền kéo thấp nhất là 50 Kg/mm2 tức 490 N/mm2. Thuốc bọc que bản thuộc nhóm bazơ chỉ hàn được ở dòng điện một chiều cực dương.
b. NHÓM QUE HÀN ĐẮP:
- Chữ Đ ở đầu chỉ loại que hàn chuyên dùng để hàn đắp. Tiếp theo là nhóm hai chữ số chỉ hàm lượng cacbon có trong lớp kim loại đắp tính theo phần nghìn. Sau đó là các nhóm chữ Mn, Cr, Si… chỉ thành phần chủ yếu có trong lớp kim loại đắp và nhóm số bên cạnh chỉ hàm lượng các nguyên tố này tính theo phần nghìn.
- Sau gạch ngang có một nhóm chữ số chỉ độ cứng của lớp kim loại đắp ở lớp thứ 5. Nếu nhóm số có hai chữ số thì đơn vị độ cứng đó bằng HRc, Nhóm có ba chữ số thì đơn vị độ cứng bằng HB.
Thí dụ : ĐO5.Cr45.Mn20-50
- Ký hiệu này có nghĩa là que hàn dùng để hàn đắp, có :
0,5 % cacbon; 4,5 % Crom; 2,0 % Mangan; Độ cứng : 50 HRc
c. NHÓM QUE HÀN CHỊU NHIỆT:
- Chữ H ở đầu chỉ loại que hàn hợp kim, chữ n nhỏ ở hàng thứ hai chỉ tính chịu nhiệt của mối hàn. Tiếp theo là nhóm chữ Cr, Mn, Mo, V… chỉ các nguyên tố hợp kim có trong thành phần lớp kim loại đắp. Bên cạnh mỗi nhóm chữ có một nhóm số chỉ hàm lượng các nguyên tố hợp kim tính bằng phần nghìn. Sau gạch ngang là nhóm số chỉ nhiệt độ làm việc của mối hàn ở mức độ tối đa. Cuối cùng có một chữ cái chỉ nhóm thuốc bọc quy ước theo bảng 2.
Thí dụ : Hn. Cr05. Mo10. V04-450R
- Ký hiệu này có nghĩa là que hàn chịu nhiệt có :
0,5 % Crom; 1,0 % Molypden; 0,4 % Vanadi.
- Nhiệt độ làm việc tối đa : 450oC
R : que hàn nhóm Rutin.
d. NHÓM QUE HÀN BỀN NHIỆT VÀ CHỐNG ĂN MÒN:
- Chữ H ở đầu chỉ loại que hàn hợp kim, chữ b nhỏ ở hàng thứ hai chỉ tính bền nhệt và chống ăn mòn. Tiếp theo là nhóm chữ Cr, Ni, Mo, W… và các nhóm số chỉ thành phần lớp kim loại đắp và hàm lượng của những nguyên tố hợp kim này tính bằng phần trăm.
- Sau gạch ngang là nhóm số chỉ nhiệt độ làm việc ổn định của mối hàn. Cuối cùng có một chữ cái chỉ nhóm thuốc bọc quy ước theo bảng 2.
Thí dụ : Hb.Cr18. Ni8. Mn-600B
- Ký hiệu này có nghĩa là que hàn hợp kim bền nhiệt và chống ăn mòn, có :
18 % Crom; 8 % Nicken; 1 % Mangan.
- Nhiệt độ làm việc ổn định : 6000C
► Que hàn nhóm bazơ:
a. NHÓM QUE HÀN HỢP KIM ĐỘ BỀN CAO:
- Chữ H ở đầu chỉ que hàn hợp kim, chữ c nhỏ ở hàng thứ hai chỉ que hàn hợp kim có độ bền cao. Tiếp theo là nhóm hai chữ số chỉ độ bền kéo. Sau đó là nhóm chữ Cr, Mn, W, Mo, V… kèm theo các chữ số chỉ hàm lượng các nguyên tố này tính bằng phần trăm. Cuối cùng sau gạch ngang là một chữ cái chỉ nhóm thuốc bọc quy ước theo bảng 2.
Thí dụ : Hc60. Cr18.V.W.Mo-B
- Ký hiệu này có nghĩa là que hàn thép hợp kim có độ bền cao có :
Độ bền kéo : 60 KG/mm2 tức 590 N/mm2
18 % Crom; 1 % Vanadi; 1 % Volfram; 1 % Molypden
b. NHÓM QUE HÀN GANG:
- Chữ G ở đầu chỉ que hàn gang, hàng thứ hai có chữ G hoặc chữ K. Nếu là chữ G thì que hàn này thuộc nhóm hàn gang phải gia nhiệt vật hàn. Trường hợp là chữ K thì que hàn này thuộc nhóm hàn gang không phải gia nhiệt vật hàn (hàn nguội), sau gạch ngang có một chữ số chỉ vật liệu làm lõi que, quy ước theo bảng 3.
Bảng 3:
|
Tên vật liệu làm lõi |
Số ghi ở hàng thứ 3 |
|
Gang xám Thép cacbon Đồng đỏ Nicken Hợp kim |
1 2 3 4 5 |
- Sau gạch ngang có một chữ cái chỉ nhóm thuốc bọc quy ước theo bảng 2.
Thí dụ : GK3-B
Ký hiệu này có nghĩa là que hàn gang không gia nhiệt vật hàn, lõi bằng đồng đỏ, thuốc bọc thuộc nhóm bazơ.
c. NHÓM QUE HÀN HỢP KIM MÀU:
- Chữ H ở đầu chỉ que hàn hợp kim, chữ m nhỏ ở hàng thứ hai chỉ que hàn thuộc nhóm hợp kim màu. Sau đó là nhóm chữ Cu, Ni, Al… chỉ thành phần cơ bản của mối hàn. Tiếp theo là nhóm chữ kèm theo số chỉ thành phần và hàm lượng các nguyên tố hợp kim trong lớp kim loại đắp tính bằng phần nghìn. Sau gạch ngang có một chữ cái chỉ nhóm thuốc bọc quy ước theo bảng 2.
Thí dụ : Hm. Cu.Si24.Mn15-B
Ký hiệu này có nghĩa là que hàn hợp kim màu.





+84-934650438 (HOTLINE)














