
Cart
(0) Products


Thép không gỉ (TKG) được ứng dụng trong nhiều lĩnh vực khác nhau, như trong các lò phản ứng hạt nhân, bộ trao đổi nhiệt, ống dẫn ngành công nghiệp dầu và các bộ phận trong các dây chuyền xử lý hóa chất, hóa dầu. Các thành phần đã được sử dụng trong các ngành công nghiệp như vậy thường đòi hỏi sự tham gia của vật liệu có độ dày cao. Có nhiều phương pháp hàn đáng tin cậy áp dụng cho hàn TKG . Trong số các phương pháp hàn khác nhau, công nghệ hàn hồ quang chìm (SAW) thường được áp dụng nhiều, đặc biệt là khi hàn TKG có độ dày cao.
Bài viết này khảo sát các công trình liên quan và nghiên cứu sự ảnh hưởng của thông số quá trình SAW lên chất lượng liên kết hàn. Người ta đã xem xét với nhiều nghiên cứu và thảo luận chi tiết vì lợi ích vốn có của nó như tỷ lệ lắng đọng kim loại, v.v. Do các tính chất mong muốn nói trên, quá trình hàn này được sử dụng rộng rãi trong chế tạo các bình áp lực, đường ống trong ngành hóa chất, hóa dầu và các loại kết cấu ngoài biển. Thuốc hàn thường chiếm tỷ lệ gần một nửa chi phí trong quá trình SAW. Quá trình hàn này thường được ưa thích bởi vì nó cung cấp tốc độ sản xuất cao, hiệu quả nóng chảy cao và dễ dàng tự động hóa. Việc xem xét có liên quan với các yếu tố ảnh hưởng đến chất lượng mối hàn TKG đối với SAW và hy vọng rằng nó rất hữu ích cho việc xác định điều kiện hàn tốt nhất cho TKG .
Trong quá trình hàn hồ quang chìm (SAW), hồ quang và kim loại hàn nóng chảy được che chắn bởi một lớp bao phủ nóng chảy và một lớp hạt chưa nóng chảy. Hồ quang theo nghĩa đen chìm trong thuốc hàn, do đó quá trình này tương đối không có bức xạ cường độ cao của nhiệt và ánh sáng như trong hầu hết các quá trình hàn hồ quang mở điển hình và kết quả là mối hàn được ủ tạm thời và do đó hạn chế được hiện tượng tự tôi, nứt nóng, nứt nguội. . . Giống như quá trình hàn điện cực nóng chảy trong môi trường khí bảo vệ (GMAW), quá trình SAW sử dụng điện cực dây liên tục.
Dòng điện hàn nói chung rất cao (500A đến 2000A). Hiệu quả của việc truyền năng lượng từ nguồn điện cực tới buồng hàn là rất cao (thường trên 90%), vì tổn thất từ bức xạ, đối lưu và phát tán là rất nhỏ. Tỷ lệ lắng đọng cao và độ tin cậy của mối hàn tốt.
Giảm chi phí và cải thiện năng suất trong các hoạt động hàn do đó có thể tạo ra tác động đáng kể đến khả năng cạnh tranh của các ngành sản xuất khác nhau. Thời gian hàn, chuẩn bị mối ghép và hiệu quả hồ quang, đặc biệt là năng suất hàn, chất lượng mối hàn là những yếu tố quan trọng nhất chi phối giá thành chế tạo mối hàn. Độ dày của vật liệu cơ bản cũng quan trọng trong việc phát triển sự sản xuất mong muốn.
Nguyên lý của quá trình SAW
Hình 1 là sơ đồ nguyên lý cơ bản của quá trình SAW. Vật liệu phụ là một điện cực dây liên tục không tráng, được áp dụng cho mối nối cùng với dòng chảy của hạt mịn, được cung cấp từ một phễu thông qua một ống. Điện trở của điện cực càng thấp càng tốt để tạo điều kiện hàn ở dòng điện cao và do đó dòng điện hàn được cung cấp cho điện cực thông qua các tiếp điểm rất gần với hồ quang hàn và ngay trên nó. Hồ quang cháy trong một khoang, đó là ngoài các hồ quang hàn chính nó, được phủ đầy với khí và hơi kim loại. Đỉnh của khoang được hình thành bởi dòng thuốc hàn nóng chảy.
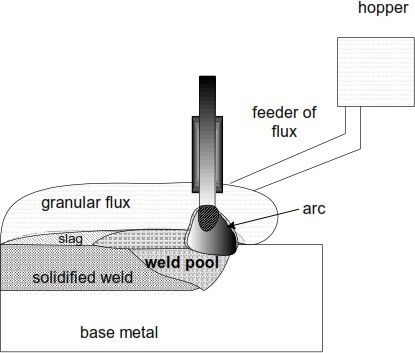
H.1. Sơ đồ nguyên lý cơ bản quá trình SAW
Hình 2. cho thấy mối hàn được cố định và dòng chảy rắn hóa, bao gồm mối hàn trong một lớp mỏng và lớp xỉ đả đông đặc (sau đó, khi nguội sẽ tự bong ra và được loại bỏ). Không phải tất cả lưu lượng chảy của thuốc hàn (được cung cấp vùng hàn) đều được sử dụng hết. Các thuốc hàn dư thừa được hút lên và sẽ sử dụng tiếp. Thuốc hàn cũng có tác dụng cách nhiệt và do đó làm giảm tổn thất nhiệt từ hồ quang hàn . Kết quả là, nhiều năng lượng đầu vào được sử dụng hữu ích cho chính quá trình hàn thực tế. Hiệu suất nhiệt lớn hơn và tốc độ hàn nhanh hơn. Nó đã cho thấy rằng hàn hồ quang chìm có hiệu quả nhiệt cao hơn Shield Metal Arc hàn (SMAW).
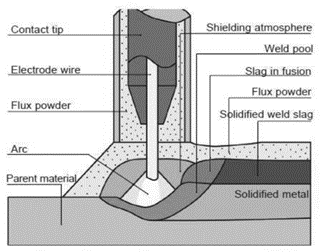
H. 2. Mặt cắt của quy trình SAW
Nói chung, TKG là loại thép hợp kim với các nguyên tố cơ bản là Fe, Cr, Ni, và nhiều nguyên tố khác, khiến chúng chịu được ở các môi trường khác nhau như môi trường ăn mòn, Ôxyhoá, axít, nước mặn,... Những thành phần hợp kim hoá này cũng làm thay đổi cấu trúc vi mô của thép, do đó có ảnh hưởng rõ rệt đến cơ, lý , hóa tính và tính hàn của chúng. TKG được phân thành năm nhóm như chi tiết dưới đây:
Quy trình hàn TKG không khác nhiều so với quy trình hàn thép nhẹ. Các vật liệu đang được xử lý là những loại đắt tiền và chính xác của dịch vụ thường được yêu cầu cần phải đề phòng thêm và chú ý đến từng chi tiết nhỏ. TKG có thể được hàn bằng cách sử dụng AC hoặc DC với một hồ quang hàn ngắn nhất có thể để khắc phục bất kỳ khả năng mất hợp kim nào trong hồ quang hàn . Khi sử dụng AC, thiết lập hiện tại cao hơn một chút có thể được yêu cầu. Khi hàn ở vị trí bằng phẳng, cần sử dụng các vòng đệm và nếu cần dệt thì phải hạn chế hai lần đường kính điện cực. Đầu vào nhiệt, có thể ảnh hưởng xấu đến khả năng chống ăn mòn và dẫn đến biến dạng quá mức, nên được giới hạn bằng cách sử dụng đường kính điện cực chính xác để cung cấp cho hồ sơ và đặc tính hạt yêu cầu ở tốc độ di chuyển tối đa.
Hàn hồ quang tay bằng que hàn bọc thuốc.
Đường kính của điện cực được sử dụng trong hàn hồ quang chìm thường dao động từ 1-5 mm. Dây điện cực được cấp từ ống chỉ thông qua một ống tiếp xúc được nối với nguồn điện. Dây điện cực của thép thường được bọc đồng vì hai lý do:
a) để bảo vệ nó khỏi sự ăn mòn trong không khí
b) để tăng khả năng tải dòng điện của chúng.
Bột thuốc SAW
Vai trò của các chất trợ trong SAW phần lớn tương tự như lớp phủ trong các điện cực dính của SMAW, nghĩa là bảo vệ bể hàn khỏi sự xâm thực của không khí ngoài , lớp khí bảo vệ này được tạo ra nhờ sự phân hủy nhiệt của vật liệu phủ (trong thuốc hàn) Các chất thải SAW có thể ảnh hưởng đến thành phần kim loại hàn đáng kể dưới hình thức thêm hoặc mất các nguyên tố hợp kim thông qua các phản ứng kim loại dạng khí và kim loại xỉ. Flux thuòng được sấy (ở 250-300 °C trong 1-2 giờ) trước khi hàn để loại bỏ độ ẩm. Có bốn loại plux phổ biến dung cho quá trình SAW.
Các bước sản xuất của các chất trợ dung này được đưa ranhư sau:
Các loại hợp nhất và kết tụ các loại thông thường bao gồm các loại oxit và halogenua khác nhau như MnO, SiO2, CaO, MgO, Al2O3, TiO2, FeO, CaF và Natri / Kali Silicat. Chất trợ halogen được sử dụng cho các mối hàn chất lượng cao của thép cường độ cao được sử dụng cho các ứng dụng quan trọng. Các chất oxit được sử dụng để phát triển các mối hàn của các ứng dụng không quan trọng. Một số oxit như CaO, MgO, BaO, CaF 2, Na2O, K2O, MnO vv là cơ bản trong tự nhiên (các nhà tài trợ oxy) và một số khác như SiO2, TiO2, Al2O3 là có tính axit (chất nhận oxy). Tùy thuộc vào số lượng tương đối của các axit này và các thông số cơ bản quyết định chỉ số cơ bản của thuốc hàn . Chỉ số cơ bản của thuốc hàn được tính bằng tỷ lệ tổng của (wt.%). Tất cả các oxit cơ bản đối với tất cả các oxit phi cơ bản.
Phan Miêng & Lê Quốc Việt (Hawel) biên soạn 02/2020
QUÁ TRÌNH HÀN CO2 – CÁC NGUYÊN TỐ HỢP KIM TRONG DÂY HÀN
Từ khóa: Quá trình Hàn CO2, Các nguyên tố hợp kim, Dây hàn CO2,
Keywords: CO2 Welding, Alloy elements in weld metal, CO2 Welding Wire,
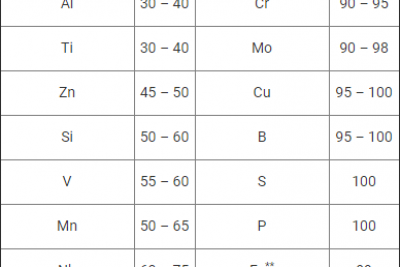
- Đối với quá trình hàn CO2 sự hợp kim hoá kim loại mối hàn được thực hiện duy nhất thông qua dây hàn CO2. Các nguyên tố hợp kim trong dây hàn CO2 qua một quá trình tương tác hoá-lý trong quá trình luyện kim mối hàn: nung nóng đến ở nhiệt độ chảy loãng hoàn toàn, thay đổi trạng thái tồn tại trong thời gian rất ngắn, tương tác với các khí, á kim và kim loại có mặt trong vùng hàn. Các nguyên tố á kim, khí…có mặt trong vùng hàn đặc biệt là oxy làm giảm đáng kể hàm lượng các nguyên tố hợp kim trong dây hàn CO2 ở dạng giọt kim loại lỏng. Hay nói cách khác vai trò của các nguyên tố hợp kim trong quá trình luyện kim mối hàn trước hết là làm giảm sự hoà tan của oxy và một số chất khí khác vào kim loại mối hàn, sau đó mới đóng vai trò hợp kim hoá kim loại mối hàn. Trong quá trình hàn CO2 một hàm lượng đáng kể các nguyên tố hợp kim trong dây hàn CO2 bị cháy trong QT LKMH.

BỐN DẠNG CÔNG NGHỆ HÀN MỚI NHẤT
► Bốn công nghệ lớn đang chuyển đổi ngành hàn hiện nay:
- Ngành Hàn đã và đang phát triển nhanh hơn bao giờ hết! Những đột phá công nghệ mới đã làm cho việc hàn chính xác hơn, hiệu quả hơn và tiết kiệm thêm chi phí. Dưới đây là cách họ cách mạng hóa ngành hàn:
ĐẶC ĐIỂM CỦA CÔNG NGHỆ HÀN LASER:

- Năm 1946, điện cực chống nước đặc biệt được phát triển ở Hà Lan bởi Van der Willingen và tạo ra bước đột phá trong công nghệ hàn dưới nước.
- Hàn dưới nước (Underwater welding) là phương pháp hàn hồ quang điện đặc biệt được tiến hành dưới nước. Que hàn có 2 lớp thuốc bọc, lớp bên trong có tính năng như thuốc bọc que hàn thường, lớp bên ngoài có tính năng chống nước. Thuốc bọc que hàn dưới nước có độ bền cao, cách nước, cách điện cho lõi que (không bị hở điện trong nước) và giữ cho hồ quang cháy ổn định trong bong bóng khí, hình thành và khôi phục không ngừng do nước xung quanh bị phân tách và bốc hơi dưới tác dụng của phóng điện hồ quang, nung chảy vật liệu cơ bản và hình thành mối hàn.



Mặc dù trong các quy trình kỹ thuật hàn thường có hướng dẫn chọn cỡ que hàn và cường độ dòng hàn phù hợp với độ dày của từng loại vật liệu cụ thể để cho chất lượng mối hàn được tốt nhất, tuy nhiên yếu tố tay nghề của người thợ hàn cũng là cực kỳ quan trọng.

- Thông thường, khi hàn sắt mỏng dễ bị thủng là do dùng que hàn quá lớn và dòng hàn quá cao. Vật hàn cũng dễ bị thủng do thao tác kéo quá dài của người thợ hàn.
- Để tránh hiện tượng thủng khi hàn sắt mỏng, khi chọn vật liệu hàn nên chọn que hàn có đường kính nhỏ.
- Điều chỉnh dòng hàn với máy hàn que: Tương ứng với que hàn có đường kính nhỏ, ta sẽ điều chỉnh cường độ dòng hàn nhỏ để tránh gây chảy vật liệu.
► Về thao tác kỹ thuật hàn que:
- Nên hàn từng nhịp ngắn, không nên kéo quá dài sẽ gây thủng vật liệu. Đối với vật liệu mỏng, tốc độ chấm ngắt cũng chậm hơn so với các vật liệu dày. Nghĩa là chỉ nên hàn chậm để tránh quá nóng gây chảy vật hàn.
Hướng dẫn hàn sắt cơ bản
- Để học cách hàn sắt, bạn cần nắm rõ nguyên tắc hàn sắt thép sau:
Cách hàn sắt với máy hàn que là kỹ thuật hàn không yêu cầu cao về làm sạch vị trí hàn, tuy nhiên không vì thế mà bỏ qua bước này. Cần làm sạch bụi bẩn bằng cọ thép hay sử dụng dụng cụ làm sạch bề mặt chuyên dụng. Khu vực đặt kẹp mát cũng phải được làm sạch để đảm bảo tiếp xúc tốt, điều này sẽ giúp ổn định hồ quang trong khi hàn sắt thép.
- Tư thế trong kỹ thuật hàn sắt phải đảm bảo sao cho bạn có thể quan sát rõ vũng hàn. Người thợ phải chọn hướng nhìn tốt nhất, tránh bị tay hàn che mắt, và tránh hít phải vùng khói hàn độc hại.
1. Thiết lập dòng điện trong hàn sắt cơ bản:
- Tùy theo loại điện cực sử dụng mà thiết lập dòng một chiều thuận, một chiều nghịch hay dòng xoay chiều cho thiết bị. Cần phải đảm bảo thiết bị được thiết lập chính xác trước khi hàn.
- Độ lớn của dòng hàn phụ thuộc vào đường kính que hàn và loại điện cực hàn mà bạn sử dụng. Thông tin về dòng phù hợp với que hàn thường được nhà sản xuất que hàn cung cấp trên bao bì.
- Dòng hàn có thể điều chỉnh theo cách tính sau: 1 Amp tương ứng với 0.0254 mm đường kính que hàn.
- Đối với người mới học cách hàn sắt, bạn có thể để dòng hàn ở mức thấp sau đó điều chỉnh tăng 5 đến 10 Amp rồi xem xét khả năng hàn cho thích hợp.
2. Điều chỉnh độ dài hồ quang:
- Độ dài hồ quang phụ thuộc vào từng loại que hàn, từng vị trí hàn. Với kỹ thuật hàn sắt cơ bản, độ dài hồ quang hàn không nên vượt quá đường kính que hàn. Khi độ dài hồ quang quá ngắn có thể làm cho hồ quang không ổn định, có thể làm tắt hồ quang, vũng hàn đông cứng nhanh hơn và khả năng tạo vảy hàn cao. Hồ quang quá dài sẽ gây ra hiện tượng bắn tóe mạnh, tốc độ kết tủa chậm và dễ rỗ khí.
3. Chỉnh góc que hàn trong hàn sắt thép cơ bản:
- Đối với hàn bề mặt, góc que hàn nên để từ 5 độ đến 15 độ theo hướng chuyển động, đối với hàn sắt thép bằng máy hàn hồ quang, vị trí đứng nên để góc que hàn từ 0°-15° ngược chiều với hướng di chuyển que hàn.
4. Thao tác que hàn:
- Đối với người mới học cách hàn sắt cần lưu ý chuyển động dọc theo trục mối hàn, duy trì và điều chỉnh độ dài hồ quang. Chuyển động ngang duy trì độ rộng của đường hàn. Có nhiều loại chuyển động: ngang, liên tục và chuyển động ngắt quãng tùy thuộc vào độ dày của vật hàn. Với hàn sắt mỏng không cần có chuyển động ngang của que hàn vì độ rộng của hồ quang đã đủ làm đầy rãnh hàn.
- Trên đây là những hướng dẫn cách hàn sắt cơ bản, mong rằng sau bài viết này các bạn có thể tự mình học cách hàn sắt và cách hàn sắt đẹp nhanh chóng nhất.
Người viết : admin

KỸ THUẬT GÁ LẮP ĐỊNH VỊ KẾT CẤU HÀN
A. ĐẶT VẤN ĐỀ
Thợ hàn cần học và biết được các phương pháp và kỹ thuật trong việc gá các kết cấu hàn tấm phẳng, kết cấu dầm dàn, trụ đạt độ chính xác cao về kích thước hình dáng hình học của cấu kiện. Ngoài ra còn phải thực hiện tốt công tác an toàn và vệ sinh công nghiệp.
Thợ hàn phải biết chuẩn bị thiết bị, dụng cụ dùng để định vị, kẹp chặt và kiểm tra kết cấu hàn đầy đủ, hợp lý; gá phôi hàn chắc chắn, đúng kích thước, đảm bảo vị trí tương quan giữa các chi tiết, hạn chế mức độ biến dạng trong khi hàn; kiểm tra kết cấu hàn bằng các dụng cụ đo kiểm, phát hiện được sai số về kích thước và hình dáng, biết chỉnh sửa kết cấu hàn đảm bảo đúng yêu cầu kỹ thuật.
Các nội dung cụ thể sau đây thợ hàn cần nắm rõ trước khi tham gia hàn kết cấu.
1. Kỹ thuật Gá lắp định vị các chi tiết hàn (phôi hàn): (1G, 2G, 3G, 4G)
Mài phôi, chỉnh sửa, mép cùn, khe hở đầu nối, vị trí hàn .
Đính trực tiếp; Đính bằng gông. Biến dạng ngược
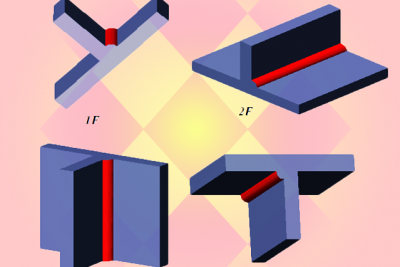
2. Kỹ thuật gá lắp định vị mối ghép chữ T: (1F, 2F, 3F, 4F)
Mối ghép chữ T: 1F, 2F, 3F, 4F.
+ Không vát cạnh
+ Có vát cạnh
3. Kỹ thuật gá lắp định vị mối nối ống: (1G, 2G, 5G, 6G)
+ Độ đồng tâm, đồng
+ Khe hở mối nối, mép cùn / vị trí hàn
+ Góc độ vát.
B. KỸ THUẬT GÁ LẮP KẾT CẤU THÉP - TỔNG QUÁT VỀ MỐI LIÊN KẾT HÀN
1. Vị trí mối hàn trong không gian:
- Hàn sấp là hàn những mối hàn phân bố trên các mặt phẳng nằm trong góc từ 0° ÷ 60°
- Hàn đứng là hàn những mối hàn phân bố trên các mặt phẳng nằm trong góc từ 60° ÷ 120° theo phương bất kỳ, trừ phương song song với mặt phẳng nằm ngang.
- Hàn ngang là những mối hàn phân bố trên các mặt phẳng nằm trong góc 60° ÷ 120° , phương của mối hàn song song với mặt phẳng ngang.
- Hàn trần là những mối hàn phân bố trên các mặt phẳng trong góc 120° ÷ 180°. thường khi hàn trần người thợ hàn phải ngửa mặt về phía hồ quang nên còn gọi là hàn ngửa.

Hình 1. Sơ đồ vị trí mối hàn trong không gian
I. Vị trí hàn sấp; II. Vị trí hàn đứng; III. Vị trí hàn ngửa
1.1. Vị trí mối hàn theo tiêu chuẩn BS 499
PA Hàn bằng. PE Hàn ngửa.
PB Hàn ngang trong mặt phẳng. PF Hàn leo.
PC Hàn ngang. PG Hàn rơi.
PD Hàn ngang ở trên đầu.

Hình 2. Vị trí các mối hàn theo tiêu chuẩn BS 499.
1.2. Vị trí hàn theo tiêu chuẩn ASME.
1.2.1. Vị trí hàn góc


1F 2F


3F 4F
1.2.2. Vị trí hàn tấm và hàn ống 1G – 6G


Vị trí hàn 1G


Vị trí hàn 2G


Vị trí hàn 3G-4G


Vị trí hàn 5G-6G

Vị trí hàn 6GR
2. Các loại mối hàn và chuẩn bị mép hàn:
- Sự chuẩn bị mối hàn, các kiểu đáy rãnh trước khi hàn. Trong thực tế sản xuất, khi chế tạo kết cấu và chi tiết hàn, người ta dùng những loại kết cấu mối hàn như sau:
2.1. Mối hàn giáp mối:
Có thể vát mép và không vát mép, đặc điểm của loại này là rất đơn giản, tiết kiệm, dễ chế tạo và là loại được dùng phổ biến nhất.
- Sự chuẩn bị và kích thước mối hàn giáp mối không vát cạnh – Hình 2 và bảng 1:

Hình 2
Bảng 1. Các thông số kỹ thuật
|
δ |
1 |
2 |
3 |
4 |
5 |
6 |
|
b |
4 |
5 |
6 |
8 |
10 |
|
|
a |
0 + 0,5 |
1 ± 0,5 |
2 ± 1 |
|||
|
h |
1 |
|||||
______
- Sự chuẩn bị và kích thước mối hàn giáp mối vát cạnh hình chữ V – Hình 3 và bảng 2:

Hình 3
Bảng 2
|
δ |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
b |
10 |
12 |
12 |
14 |
16 |
|||
|
b1 |
8 ± 2 |
10 ± 2 |
||||||
|
a |
1 ± 1 |
2 ± 1 |
||||||
|
h |
1 ± |
1,5 ± 1 |
||||||
|
p |
1 ± 1,5 |
2 ± 1 |
||||||
|
δ |
12 |
14 |
16 |
18 |
20 |
22 |
24 |
26 |
|
|
b |
18 |
20 |
22 |
26 |
28 |
30 |
32 |
34 |
|
|
b1 |
10 ± 2 |
|
12 ± 2 |
||||||
|
a |
2 ± 1 |
||||||||
|
h |
1,5 ± 1 |
2 ± 1 |
|||||||
|
p |
2 ± 1 |
||||||||
_______
- Sự chuẩn bị và kích thước MH giáp mối vát cạnh hình chữ X – Hình 4 và bảng 3:

Hình 4
Bảng 3
|
|
12 |
14 |
16 |
18 |
20 |
22 |
24 |
26 |
28 |
30 |
32 |
34 |
36 |
|
b |
12 |
14 |
16 |
18 |
20 |
22 |
24 |
||||||
|
h |
1.5 ± 1 |
2 ± 1 |
|||||||||||
|
|
38 |
40 |
42 |
44 |
46 |
48 |
50 |
52 |
54 |
56 |
58 |
60 |
|
|
b |
26 |
28 |
30 |
32 |
34 |
36 |
38 |
||||||
|
h |
2 ± 1 |
||||||||||||
(còn tiếp)
+84-934650438 (HOTLINE)














