
Giỏ hàng
(0) sản phẩm
ĐẶC ĐIỂM CỦA CÔNG NGHỆ HÀN LASER:

Hàn dưới nước (Underwater welding) là phương pháp hàn hồ quang điện đặc biệt được tiến hành dưới nước. Que hàn có 2 lớp thuốc bọc, lớp bên trong có tính năng như thuốc bọc que hàn thường, lớp bên ngoài có tính năng chống nước. Thuốc bọc que hàn dưới nước có độ bền cao, cách nước, cách điện cho lõi que (không bị hở điện trong nước) và giữ cho hồ quang cháy ổn định trong bong bóng khí, hình thành và khôi phục không ngừng do nước xung quanh bị phân tách và bốc hơi dưới tác dụng của phóng điện hồ quang, nung chảy vật liệu cơ bản và hình thành mối hàn.



Mặc dù trong các quy trình kỹ thuật hàn thường có hướng dẫn chọn cỡ que hàn và cường độ dòng hàn phù hợp với độ dày của từng loại vật liệu cụ thể để cho chất lượng mối hàn được tốt nhất, tuy nhiên yếu tố tay nghề của người thợ hàn cũng là cực kỳ quan trọng.
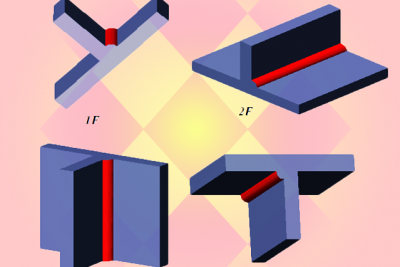
Thợ hàn cần học và biết được các phương pháp và kỹ thuật trong việc gá các kết cấu hàn tấm phẳng, kết cấu dầm dàn, trụ đạt độ chính xác cao về kích thước hình dáng hình học của cấu kiện. Ngoài ra còn phải thực hiện tốt công tác an toàn và vệ sinh công nghiệp.
Thợ hàn phải biết chuẩn bị thiết bị, dụng cụ dùng để định vị, kẹp chặt và kiểm tra kết cấu hàn đầy đủ, hợp lý; gá phôi hàn chắc chắn, đúng kích thước, đảm bảo vị trí tương quan giữa các chi tiết, hạn chế mức độ biến dạng trong khi hàn; kiểm tra kết cấu hàn bằng các dụng cụ đo kiểm, phát hiện được sai số về kích thước và hình dáng, biết chỉnh sửa kết cấu hàn đảm bảo đúng yêu cầu kỹ thuật.
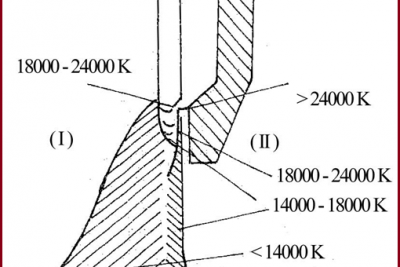
Trong quá trình hàn hồ quang, hồ quang hình thành và cháy liên tục. Trong cột hồ quang diễn ra các hiện tượng vật lý mà trong đó cơ bản là các quá trình ion hóa, bức xạ nhiệt mãnh liệt. Quá trình ion hóa, va đập của các chất khí, các nguyên tử (hơi kim loại), các hạt: electron, ion, proton,... chuyển động theo dòng có hướng. Lõi của cột hồ quang điện bao gồm các hạt, các phần tử tích điện và đều dẫn điện. Trạng thái vật chất hình thành trong cột hồ quang chính là plasma. Như vậy chất khí ion hóa dẫn điện và bức xạ nhiệt mãnh liệt trong lõi của cột hồ quang là plasma.
0934650438 (HOTLINE)
Thời gian làm việc: Thứ 2 - Sáng Thứ 7






 Vật liệu hàn
Vật liệu hàn Vật liệu mài mòn và máy móc
Vật liệu mài mòn và máy móc






