
Giỏ hàng
(0) sản phẩm
Laser có thể được ứng dụng trong nhiều lĩnh vực, đặc biệt là cắt các loại vật liệu. Cắt vật liệu có thể là cắt phôi (Đường bao không khép kín hoặc đường bao khép kín). Ngoài ra còn có thể cắt phôi theo các dạng khác nhau.
CẮT PHÔI BẰNG LASER CÓ KẾT HỢP NUNG NÓNG
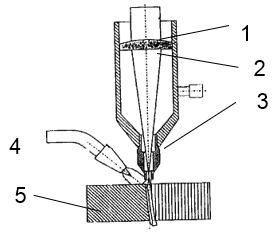
Hình 1. Sơ đồ nguyên lý cắt laser có kết hợp nung sơ bộ bằng ngọn lửa ôxy – axetylen:
1- Chùm tia laser; 2- Thấu kính hội tụ; 3- Đầu cắt; 4- Mỏ nung; 5- Vật cắt
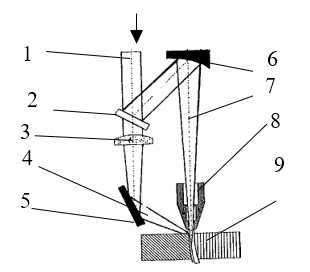
Hình 2. Sơ đồ nguyên lý cắt laser có kết hợp nung sơ bộ bằng chùm tia laser:
1- Chùm tia laser; 2- Bộ tách chùm tia laser; 3- Thấu kính hội tụ; 4- Chùm tia laser nung sơ bộ; 5- Gương nghiêng; 6- Gương hội tụ; 7- Chùm tia laser cắt; 8- Đầu cắt; 9- Vật cắt
ỨNG DỤNG LASER CẮT CÁC VẬT LIỆU KIM LOẠI
Cắt bằng chùm tia laser được ứng dụng có sử dụng khí hỗ trợ với áp suất phù hợp. Dòng khí cắt ở đây có 2 chức năng:
Tại viện nghiên cứu Franphuốc (Fraunhofer-[11]) người ta đã dùng ngọn lửa oxy-axetylen kết hợp với laser CO2 để cắt tấm kim loại dày trên 8 mm, cho phép tăng vận tốc cắt lên (30-50) %. Với các loại thép thông thường có thể cắt đến chiều dày 80mm với công suất nguồn laser 1,2 kw, áp suất 9,5 bar, vận tốc cắt 0,2 m/ph; chiều rộng mép cắt khoảng 45 mm.
Kết quả nghiên cứu của Trường tổng hợp Erglangen, CHLB Đức khi cắt vật liệu X5CrNi18-9 bằng laser YAG (chế độ xung) như sau:
Vật liệu nhôm là một trong những vật liệu khó cắt bằng các phương pháp ngọn lửa khí vì nó tạo ra lớp Al2O3 có nhiệt độ nóng chảy cao hơn nhiệt độ nóng chảy của Al, tính dẫn nhiệt cao làm mất mát nhiệt, gây khó khăn cho quá trình cắt. Cắt vật liệu nhôm bằng laser sẽ cho hiệu quả và chất lượng cao. Số liệu của Trường tổng hợp Nagoya (Nhật Bản) cho thấy có thể đạt hiệu quả khi cắt theo chế độ sau:
Khi cắt vật liệu hợp kim nhôm ma-nhê: Al99,5; Amg1; AlMgSi1 có lớp phủ anốt hoá loại đen, crôm hoá, phốt phát crôm, verni,... với chiều dày 2mm có chế độ cắt như sau:
Kết quả nghiên cứu cho thấy khi cắt nhôm không có lớp phủ (Al99,5) thì tốc độ cắt bằng laser CO2 tăng lên 50% khi có sử dụng khí cắt là oxy.
Chế độ cắt vật liệu kim loại tham khảo ở bảng 1.
B.1.
|
Vật liệu cắt |
Chiều dày cắt |
Công suất nguồn P |
Vận tốc cắt |
|
|
Mm |
W |
Cm/s |
|
Thép cacbon |
8,0 3,8 |
400 |
1,5 3,0 |
|
Thép inox |
8,0 5,0 |
850 |
0,6 1,2 |
|
Titan |
3,8 |
250 |
4,2 |
|
Hợp kim titan |
5,0 |
850 |
5,5 |
|
Nhôm |
3,8 |
300 |
0,4 |
|
Đồng |
0,6 |
300 |
2,5 |
B. 2. Một số đặc tính của một số loại laser và phạm vi ứng dụng.
|
Loại vật liệu |
Loại laser |
Phạm vi ứng dụng |
Ghi chú |
|
Kim loại và hợp kim |
CO2 |
Công nghiệp ôtô, đóng tàu, hàng không và xây dựng |
Sử dụng khí oxy để thổi |
|
VL Bán dẫn |
YAG + Nd |
Công nghiệp điện tử |
|
|
Màng kim loại |
CO2, YAG + Nd |
Công nghiệp điện tử |
|
|
He+Ne+N2 |
Radio, các panel |
|
ỨNG DỤNG LASER CẮT CÁC VẬT LIỆU PHI KIM
Khi cắt các vật liệu phi kim loại thường gặp nhiều khó khăn do vật liệu giòn, kém bền (gốm sứ, thuỷ tinh,...); một số vật liệu dễ bị cháy, dễ bị phân huỷ,... Vật liệu phi kim loại có loại nóng chảy, có loại bay hơi, có loại bị phân huỷ dưới tác dụng của chùm tia laser. Loại này còn chia ra các nhóm: vật liệu hữu cơ, chất dẻo, gỗ, vải, giấy,... Sử dụng khí để cắt trong trường hợp này không có ý nghĩa quan trọng mà chủ yếu là sử dụng không khí thường để thổi các sản phẩm cát ra khỏi mép cắt.
Khả năng của một số hợp chất khí tác dụng đến chiều dày cắt (xem trong bảng 3).
B. 3.
|
Khí thổi với P = Const |
He |
N2 |
O2 |
Không khí |
Ar |
CO2 |
75% Ar 25% H2 |
|
Chiều sâu cắt (mm) |
23,5 |
24 |
22,5 |
24,5 |
25,5 |
22,0 |
23,0 |
Trên bảng 4 là một số chế độ cắt vật liệu phi kim loại bằng laser:
B.4.
|
Vật liệu cắt |
Chiều dày cắt (mm) |
Công suất nguồn P (w) |
Vận tốc cắt (cm/s) |
|
Thuỷ tinh |
3,8 |
300 |
0,4 |
|
Ce ra mic |
6,3 |
850 |
1,0 |
|
Gỗ cứng |
5,0 |
850 |
7,5 |
|
Gỗ mềm |
14,0 |
850 |
2,5 |
B. 5.
|
Số TT |
Tên vật liệu |
Chiều dày cắt(mm) |
Công suất(W) |
Vận tốc (mm/s) |
|
1 |
Cao su |
2.0 |
100 |
31.7 |
|
2 |
Kacton |
19.4 |
200 |
1.6 |
|
3 |
Nilon |
0.8 |
200 |
101.6 |
|
4 |
Da |
3.2 |
200 |
10.5 |
|
5 |
Thạch anh |
3.2 |
500 |
12.3 |
|
6 |
Ac Ximăng |
5.00 |
500 |
0.83 |
|
7 |
Sợi |
0.5 |
500 |
666.6 |
|
8 |
Vải thuỷ tinh |
5,0 |
800 |
12.5 |
|
9 |
Pha nhe ra |
6.4 |
850 |
90.1 |
|
10 |
Ceramic |
6.5 |
850 |
10.0 |
|
11 |
Plek xi lác |
10.0 |
900 |
58.3 |
|
12 |
Sợi thuỷ tinh |
8.0 |
2500 |
16.6 |
|
13 |
Thuỷ tinh |
3.2 |
5000 |
76.1 |
Bảng 6 trình bày một số thông số ứng dụng laser cắt đối với một số vật liệu phi kim loại.
B. 6.
|
Loại vật liệu |
Loại laser |
Phạm vi ứng dụng |
Ghi chú |
|
Thuỷ tinh và Gốm sứ |
CO2 |
Công nghiệp kính, thuỷ tinh, chân không |
|
|
Vật liệu hữu cơ, polime |
CO2 |
Các ngành công nghiệp |
|
|
Vải |
CO2 |
Ngành dệt may |
|
|
Màng kim loại |
CO2; YAG + Nd |
Công nghiệp điện tử, Radio |
|
|
He + Ne + N2 |
các panel |
|
|
|
Gỗ, Carton |
CO2 |
Công nghiệp hoá chất |
Có sử dụng khí và khí trơ để thổi |
4. ỨNG DỤNG LASER GIA CÔNG LỖ
4.1. Các thông số khi gia công lỗ bằng laser
Từ những năm 1964 người ta bắt đầu sử dụng loại laser có nhiều xung ngắn để gia công những lỗ sâu. phương pháp này được hình thành dựa trên cơ sở từng lớp kim loại bay hơi dưới tác dụng của nhiệt gia công. Tổng năng lượng các xung quyết định kích thước của lỗ. Phương pháp này đang được ứng dụng trong các ngành chế tạo thiết bị, kỹ thuật radio, hàng không, kỹ thuật điện, dệt, chế tạo máy,.. Hiện nay gia công lỗ bằng laser đang được ứng dụng để gia công các khuôn kéo từ hợp kim cứng: Khuôn kéo thép, khuôn kéo sợi dệt, khoan chân kính đồng hồ,... Sau đây trình bày một số ứng dụng của laser để gia công lỗ Tuỳ thuộc vào yêu cầu chính xác người ta phân ra:
1. Đột lỗ thường (độ chính xác thấp)
2. Đột lỗ chính xác.
3. Đột lỗ sâu [h / d ]<1
4. Đột lỗ sâu d >1: h/d = 1 . n1/3. [5]
2tgg
Tuỳ thuộc vào quan hệ giữa chiều sâu h và Đường kính d của lỗ, người ta chia ra đột lỗ không sâu h / d. Quá trình đột lỗ được miêu tả ở bảng 8:
B. 8
|
Công suất xung (J) |
Dmax (mm) |
h max (mm) |
(h/d)max |
Số xung |
|
0,1 |
0,15 |
0,5 |
3,3 |
4 |
|
1,0 |
0,33 |
1,5 |
4,5 |
6 |
|
10 |
0,73 |
5,0 |
7,0 |
9 |
4.2. Ứng dụng laser cho gia công khuôn kéo từ kim cương
Khuôn kéo dùng cho chế tạo các loại cáp điện thoại, các loại sợi thép, dây lò xo, các loại dây điện trở, trong công nghiệp dệt, kéo sợi,... Để gia công khuôn có kích thước nhỏ (<1mm) bằng các phương pháp thông dụng gặp nhiều khó khăn .Trong lúc nhu cầu sản xuất khuôn mẫu nói chung và các loại khuôn kéo rất lớn. Vật liệu làm khuôn kéo được chế tạo từ các loại vật liệu có độ cứng và độ chịu mài mòn cao: thép hợp kim, hợp kim cứng, đặc biệt là các loại kim cương tự nhiên và kim cương nhân tạo.
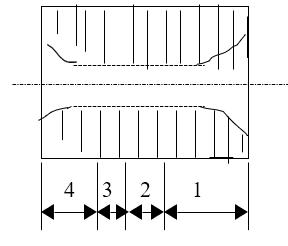
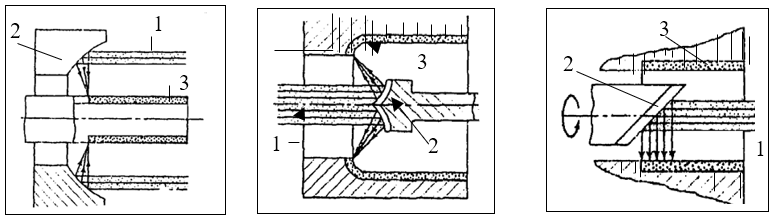
H. 3. Sơ đồ cấu tạo khuôn kéo bằng kim cương:
1- Đầu vào; 2- Khoang chứa chất bôi trơn; 3- Vùng làm việc (tạo hình); 4- Đầu ra.
Các phương pháp gia công cổ điển như khoan không đáp ứng được. Các phương pháp tia lửa điện, ăn mòn điện hoá,... có nhiều hạn chế đặc biệt là đường kính và chiều sâu. Mặt khác, các phương pháp trên cần phải qua giai đoạn tạo lỗ thô ban đầu, sau đó mài nghiền bằng bột mài và đánh bóng để đạt được độ chính xác và độ bóng theo yêu cầu. Đây là những thao tác rất khó khăn và tốn nhiều thời gian.
Khi tạo lỗ mới từ phôi sợi tinh thể kim cương chỉ cần một vài xung; còn khi gia công để mở rộng lỗ, gia công sửa lại các khuôn đã qua sử dụng phải cần đến hàng chục xung. Do dãi tần số và bước sóng trong phạm vi rộng, các xung năng lượng và thời gian một xung khác nhau, cho phép ta chọn những chế độ tối ưu để gia công lỗ hoặc chuốt,...
Ví dụ Khi mở rộng lỗ từ 175 ?m € 350 ?m cần đến 22 xung với năng lượng bức xạ 4 Jun. Với chế độ đó, không thấy có sự phá huỷ cấu trúc của kim cương. Tuy nhiên trên bề mặt lỗ có bám một lớp mỏng grafit do sự cháy các bon tạo nên. Nên sau khi gia công phải làm sạch bằng siêu âm.
Khi gia công trên thiết bị laser rubi có các thông số:
Năng lượng xung <=10J
Góc phân kỳ 0,5 micro radian
Thời gian tồn tại một xung 0,5 - 1 micro giây
Tần số chế độ bằng tay 1 Hz
Tần số chế độ tự động 1/10 Hz
Với thiết bị trên có thể gia công lỗ có d= 0,05 - 0,4 mm, h = 1mm
d = 0,8 mm h= 3 mm
GIA CÔNG CHÂN KÍNH ĐỒNG HỒ BẰNG LASER
Sản xuất chân kính đồng hồ là một ngành công nghiệp sản xuất hàng loạt với yêu cầu rất cao về độ chính xác và chất lượng. Hàng năm cần hàng chục triệu sản phẩm. Vật liệu thường dùng cho chế tạo ổ trục đồng hồ là rubi. Chi tiết có dạng đĩa D = 1-1,5 mm, S=0,5 mm. Đường kính lỗ thông cần gia công (30-90 micromet)
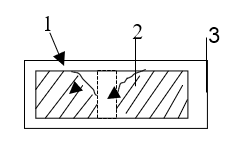
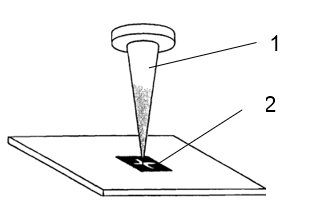
H. 4. Sơ đồ cấu tạo chân kính đồng hồ:
1- phôi; 2- Chân kính; 3- Lỗ tinh được gia công bằng laser.
Để gia công hoàn thiện chân kính người ta phải dùng nhiều xung. Xung đầu tạo ra lỗ xuyên thấu, xung thức 2 hoàn chỉnh hình dáng, các xung tiếp theo là tinh chỉnh.
Với năng lượng xung khoảng 2 J, Thời gian 2.10-4 giây, Tần số 2 Hz thì năng suất đạt 40000 sản phẩm chân kính /ca=8 giờ) .
Ở đây đường kính lỗ: d = 50 micro m,
Thời gian gia công một chân kính cỡ 1 giây, trong lúc gia công cơ mất 10 phút gấp 600 lần, năng suất lao động tăng 15 lần, độ bóng bề mặt đạt cấp 7-8 (TC cũ).
B. 9. Một số thông số khi gia công lỗ.
|
Chi tiết |
Vật liệu |
h, mm |
d, mm |
W,(J) |
ms |
Q w/cm2. |
|
Khuôn kéo |
Kim cương |
1 3 3,1 4,8 6,2 5-6 |
0,05-0,04 0,8 1,25 2,0 3,75 0,5-0,6 |
2-5 0,5-2 10 10 10 2-3 |
0,5 0,5 0,5 0,5 0,5 0,6 |
2-5.107. (0,5-2).107 1,8.107 1,8.107 1,8.107 1,8.107 |
|
Chân kính đồng hồ |
Rubi |
0,035 0,035 0,36 0,03 0,4 |
0,05 0,05 0,04-0,09 0,06-0,09 0,01 |
0,15 0,1-0,2 5-11 4 1 |
0,2 0,05-0,1 1 1 10-4 |
Thời gian gia công 6-10 phút |
|
Khuôn kéo sợi dệt |
Thép inox |
0,06- 0,08 |
0,03-0,04 |
0,1-0,2 |
1 |
Thời gian gia công 1-2s |
Ứng dụng laser để quét xử lý nhiệt bề mặt
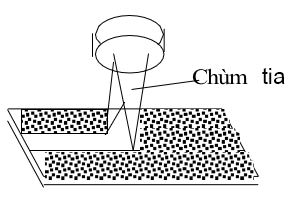
H.5. Sơ đồ nguyên lý quét bề mặt bằng chùm tia laser
Ứng dụng laser để gia công lớp phủ bề mặt kim loại
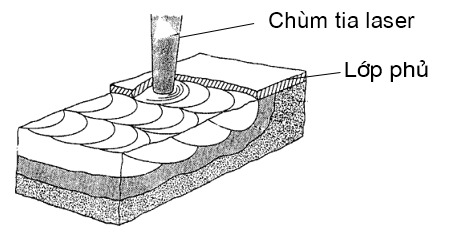
H.6. Sơ đồ nguyên lý quét bề mặt bằng chùm tia laser
Ứng dụng laser trong nhiệt luyện bề mặt
Hình 7,8,9. Sơ đồ nguyên lý nhiệt luyện bề mặt bằng chùm tia laser:
1- Chùm tia laser; 2- Gương phản xạ; 3- Bề mặt gia công
Nung chảy lại bề mặt theo quỹ đạo
H.10. Sơ đồ nguyên lý nhiệt luyện bề mặt bằng chùm tia laser [15]:
1 - Chùm tia laser; 2 - Bề mặt gia công
Biên soạn bởi Phan Miêng và Lê Quốc Việt, 03/2020
0934650438 (HOTLINE)
Thời gian làm việc: Thứ 2 - Sáng Thứ 7






 Vật liệu hàn
Vật liệu hàn Vật liệu mài mòn và máy móc
Vật liệu mài mòn và máy móc






